-
AutorBeiträge
-
17. Mai 2017 um 8:23 Uhr #1845
Nobody4711
TeilnehmerMorgens,
ich habe meinen Sparkcube V1.1 XL aufgebaut. Leider läuft das mABL nicht sauber, aber Ausrichten macht er und wenn ich dann manuell die korrekte Höhe fürs Drucken einstelle druckt er auch.
So, nun geht es ans Einstellen, ich habe mit der Druckbahn breite angefangen und diese passend zur Nozzle 0,4 auch auf 0,4 eingestellt. Dann habe ich die thinwall gedruckt mit dem Würfel 20x20x10
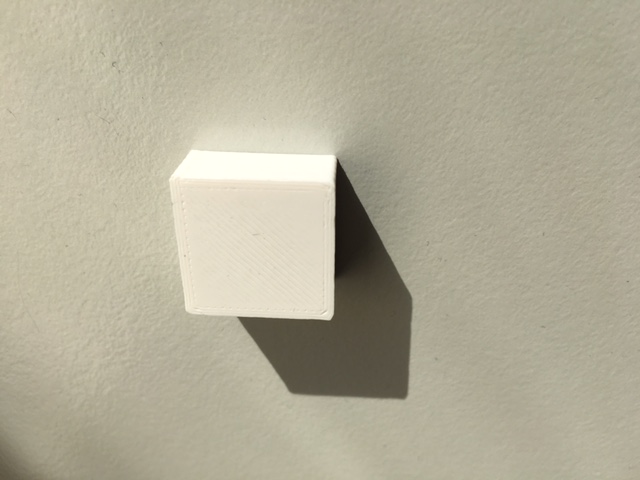
Als nächstes bin ich nun am Würfel mit Infill dran, hier muss ich noch was an der Oberfläche Arbeiten.
Aber ich befürchte noch 1-2 andere Probleme zu haben.
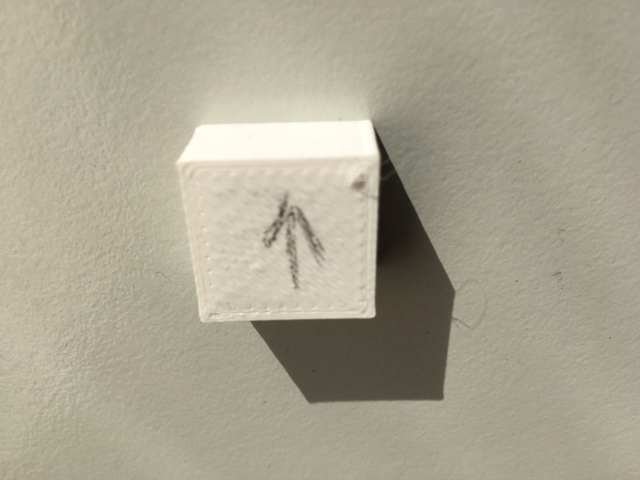
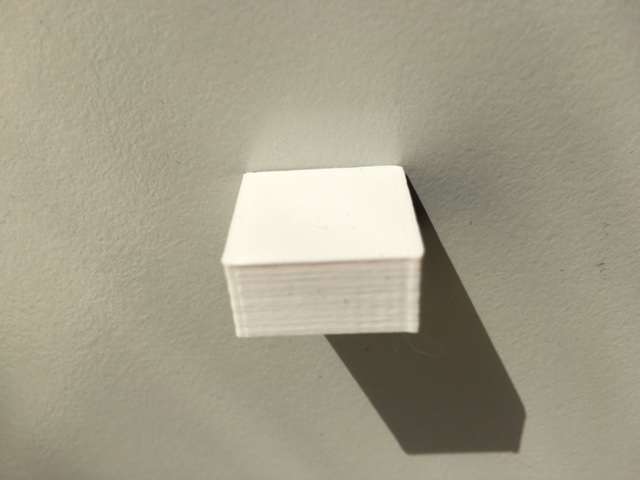
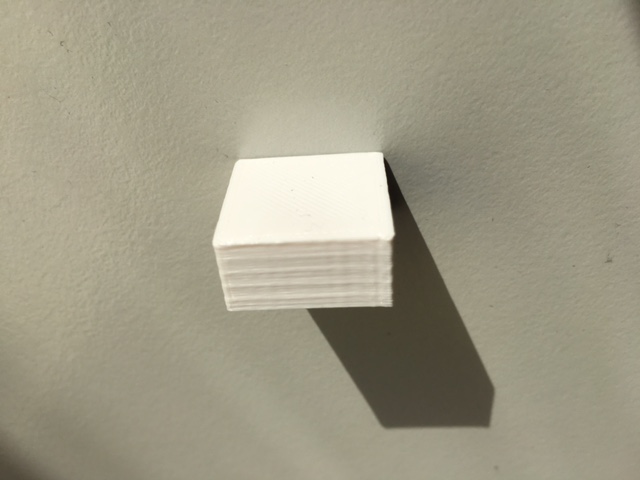
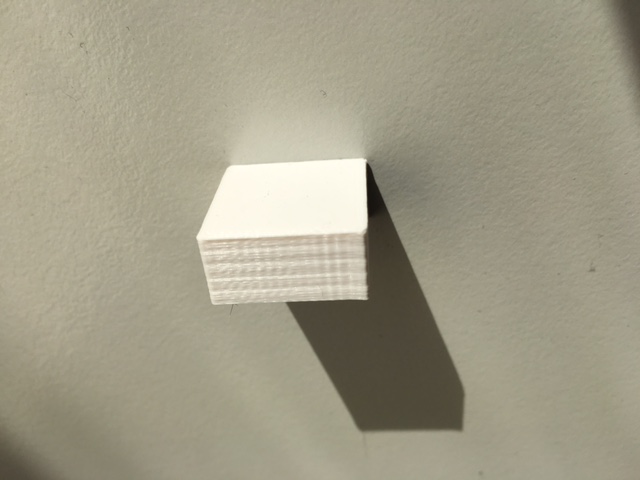
OK, ich habe den Würfel in die Sonne gestellt zum Fotografieren, so das man es extrem sieht, Der Pfeil zeigt nach vorne und ist oben. Die Seitenwand vorne sieht ja OK aus, aber die beiden Seiten sind schon grausam, ich vermute mal das der Infill drückt und das ich Z-Wobbeln habe.Zum Z-Wobbeln, ich habe inzwischen alle Sindeln einmal getauscht bekommen, leider eiern die immer noch etwas. Ich habe nochmal alles kontrolliert und nachgestellt, kann die Spindel hinten wenn die Eiert das Druckbett so in bewegung bringen das es das Wobbeln gibt. Wenn ja, könnte man hier noch eine Welle zur Stabilisierung einbauen?
Aktuell habe ich einen Direkt Drive drauf, was den Schlitten wecht schwer macht, daher meine Frage, wenn ich mehr als 50-60mm/s fahre werden die Ergebnisse unschön,
Meine Konfiguration:
E3D V6 Clone 1,75 mit 0,4mm Nozzle ( 2x 50mm Filament Kühler )
Ich Drucke auf eine Carbon Platte
Layerhöhe 0,2mm auch der erste Layer
Filament PETG weiss von EXDRUDR
220 Grad Hotend und 80 Grad Druckbett, erste Schicht 85 Grad
Retrack 80mm/s 2,5mm
Slic3r 1.2.9 in Repetier HostHier noch die Bilder, Reihenfolge
Oben , vorne, rechts, hintenAttachments:
17. Mai 2017 um 8:28 Uhr #1850TeilnehmerSo und hier noch die letzten zwei
links , unten
An welchen Schräubchen muss ich noch was drehen? Die ecken scheinen auch auszubeulen.
Dann noch eine Frage, sind 80 oder gar 100mm/s mit einem Direkt Extruder möglich, oder sollte man dann auf Bauden umrüsten?
Wie stark eiern bei euch die Spindeln? Der Zulieferer will nicht mehr Tauschen, er sagt das wären Fertigungstoleranten.
Ich überlege auch die Kuplungen nochmal zu tauschen, welche sind gut und taugen was?Danke für eure Hilfe.
Attachments:
17. Mai 2017 um 13:52 Uhr #1853vincent
AdministratorDie Testwürfel sind viel zu klein.
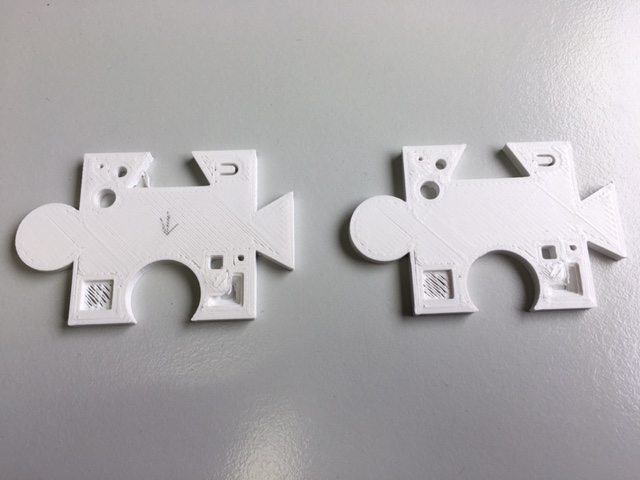
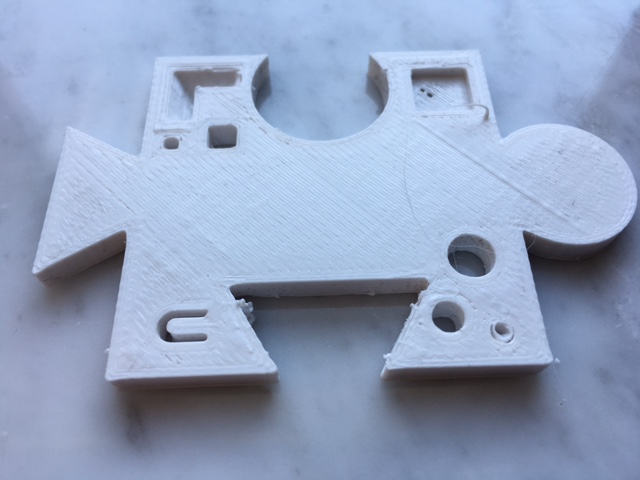
Mein Tipp: Nutze zum Kalibrieren das Puzzleteil von Willy:
http://www.thingiverse.com/thing:22783Ich würde ändern:
1. Riemenspannung überprüfen
2. Ist der Extruder wirklich so schwer? Vielleicht kannst du einen kürzeren Motor einbauen
3. Beschleunigung und Jerk reduzieren
4. Nutze den Advance Faktor in der Firmware um die Kanten schärfer zu bekommen
5. Multiplier reduzieren
6. Infill Overlap reduzieren (Ist Standardmäßig im Slic3r viel zu hoch)Z Wobble:
1. Heizbett und Düse auf PID umstellen und mit M303 kalibrieren, auch wenn die Temperatur stabil scheint, richtig gut ist die Regelung eingestellt, wenn auch die Ausgabeleistung nicht mehr stark schwankt.
2. Ein leichter Schlag in den Wellen ist nicht schlimm, allerdings muss der Zapfen gut zentrisch sitzen. Ich empfehle dir Doppelschlaufenkupplungen um deine krumme Spindel vom Motorhalter zu entlasten.vincent.
19. Mai 2017 um 11:34 Uhr #1854TeilnehmerMorgens Vincent,
Danke für Deine Antwort.
1. Riemenspannung überprüfen
Habe ich gemacht, und ist genau so wie in Deinem Video
2. Ist der Extruder wirklich so schwer? Vielleicht kannst du einen kürzeren Motor einbauen
Es ist ein 42BYGHW811 von Wantai ca. 350gr plus anbauten und Lüfter kommt schon was zusammen
3. Beschleunigung und Jerk reduzieren
ich habe Max Jerk von 20.000 auf 10.000 mm/s reduziert und axis Travel acceleration von 1.000 auf 500 reduziert
4. Nutze den Advance Faktor in der Firmware um die Kanten schärfer zu bekommen
Diesen Punkt habe ich nicht gefunden scheint wohl anders zu heissen, suche ich noch
5. Multiplier reduzieren
6. Infill Overlap reduzieren (Ist Standardmäßig im Slic3r viel zu hoch)
Wir heute gemacht, aktuell steht da 15% ich werde es mit 0,4mm ProbierenZ Wobble:
1. Heizbett und Düse auf PID umstellen und mit M303 kalibrieren, auch wenn die Temperatur stabil scheint, richtig gut ist die Regelung eingestellt, wenn auch die Ausgabeleistung nicht mehr stark schwankt.
Ich habe mir zwei Anleitungen ausgedruckt, werde ich heute auch machen
2. Ein leichter Schlag in den Wellen ist nicht schlimm, allerdings muss der Zapfen gut zentrisch sitzen. Ich empfehle dir Doppelschlaufenkupplungen um deine krumme Spindel vom Motorhalter zu entlasten.
Ich habe noch mal eine Spindel bestellt, wenn das nichts bringt wird es die KupplungHier mal das Puzzel Teil, leider habe ich nichts dazu gefunden wie man es zum einstellen nutzt oder was man wo genau sieht.
Links ist vor den änderungen, rchts nach den zwei änderungen oben. Ich finde es schon besser, muss aber noch etwas näher ans DruckbettWas ich immer wider mal sehe ist eine kleine Lücke zwischen den Aussen Perrimetern und dem Infill, hier nun links unten.
19. Mai 2017 um 11:52 Uhr #1859AdministratorEs ist gut möglich, dass du mit deinem billigen Hotend + PETG generell langsamer drucken musst. Meine PETG Erfahrungen halten sich aber auch in Grenzen.
– Bei dem Overlap solltest bei ca. 7% anfangen.
– Multiplier weiter runter, bis du keine Überlappungen mehr hast
– Verringere den Retract so weit es geht, starte mit 0,7mm.
– stelle unter Advanced alle Extrusionwidths auf 0,48mm
– stelle alle Geschwindigkeiten auf den selben Wert, außer small-perimeter der sollte bei ca. 30mm/s liegenAdvance:
Advance musst du in der Firmware aktivieren und dann kannst du den im EEPROM einstellen. Nutze nur den Linearen, nicht den Quadratischent. Im Moment brauchst du das aber noch nicht machen,.Das bringt erst was, wenn der Rest perfekt ist.vincent.
22. Mai 2017 um 10:54 Uhr #1862TeilnehmerMorgens Vincent,
Danke für Deine Antwort. Ich antworte wieder dazwischen:
Es ist gut möglich, dass du mit deinem billigen Hotend + PETG generell langsamer drucken musst. Meine PETG Erfahrungen halten sich aber auch in Grenzen.
Da ich die selbe Kombination auch an meinem Anderen Drucker habe würde ich das erstmal zurück stellen, aber nicht ausschliessen.
– Bei dem Overlap solltest bei ca. 7% anfangen.
Habe ich gemacht, und ich meine es wird besser,
– Multiplier weiter runter, bis du keine Überlappungen mehr hast
Habe ich auch gemacht, bin nun bei 0,975.
– Verringere den Retract so weit es geht, starte mit 0,7mm.
Habe ich gemacht, Es gibt immer noch ansätze und vor allen den Punkt wo der Druck beendet wurde. Ich habe teilweise das gefühl das er das nicht wirklich macht. Ich werde nachher mal einen test mit den 4 Türmen machen, da müsste ich den Retract besser sehen.
– stelle unter Advanced alle Extrusionwidths auf 0,48mm
Habe ich gemacht und neu Aufgespielt.
– stelle alle Geschwindigkeiten auf den selben Wert, außer small-perimeter der sollte bei ca. 30mm/s liegenAdvance:
Advance musst du in der Firmware aktivieren und dann kannst du den im EEPROM einstellen. Nutze nur den Linearen, nicht den Quadratischent. Im Moment brauchst du das aber noch nicht machen,.Das bringt erst was, wenn der Rest perfekt ist.vincent.
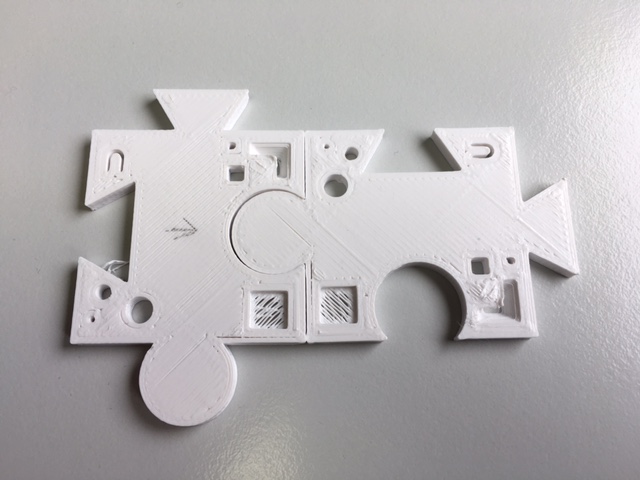
ich habe im Slic3r noch etwas angepasst, mit der Temparatur bin ich aus 235 Grad hoch.
Ich habe bei allen Einstellungen nun 0,48.. Extrusion width eingestellt, auch bei Default, da stand vorher 0,4. Oder muss die da beleiben?Auch habe ich den Bridge Flow Ratio auf 0.9 gestellt so das er die Fäden nicht mitreisst.
Und im Cooling habe ich das Auto Cooling deaktiviert, da haben sich überhang Ecken immer noch nach oben gebogen.Ab dem Zweiten Layer lasse ich nun den Lüfter laufen.Ich habe immer wieder kleine Pickelchen auf den Ausdrucken, wo kommen die her? Immer noch zu viel material?
Auch werde ich noch mal etwas ans Druckbett näher ran gehen, unten sieht man immer noch einzelne Bahnen.
Hier das letzte Druckergebnis. Das und der Würfel werden schin ganz gut, aber anderes sieht immer noch schlim aus.Attachments:
22. Mai 2017 um 11:08 Uhr #1866AdministratorDiese „Pickel“ bekommst du weg, indem du jetzt langsam den Retract vergrößerst. Bei der Extrusionwidth musst du auch den Default Wert auf 0,48mm stellen.
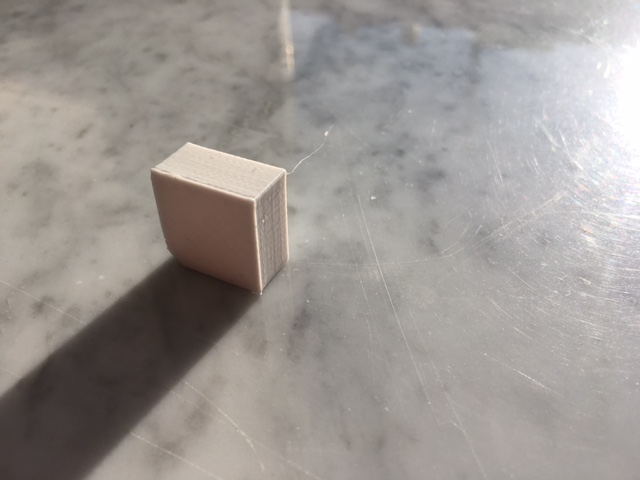
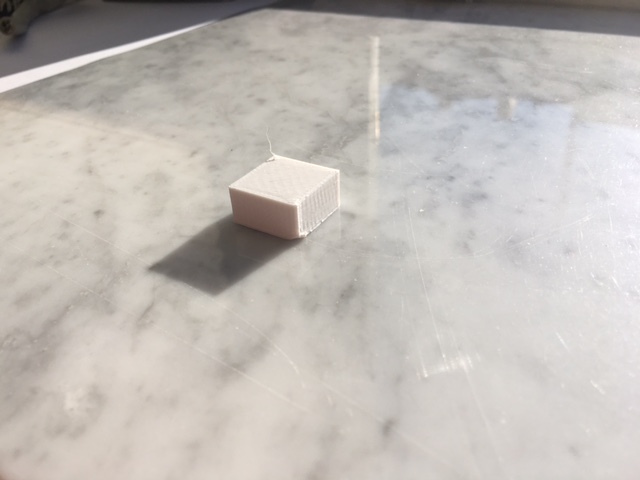
Als nächstes solltest du dein Z Wobbel in den Griff bekommen, ansonsten werden die Überhänge nicht sauber. Drucke dazu mal 3 Zylinder oder Würfel jeweils in der Nähe einer Spindel.
Beschrifte die Würfel so, dass man erkennt wo vorne ist und bei welcher Spindel sie stehen.vincent.
26. Mai 2017 um 9:06 Uhr #1871TeilnehmerMorgens Vincent,
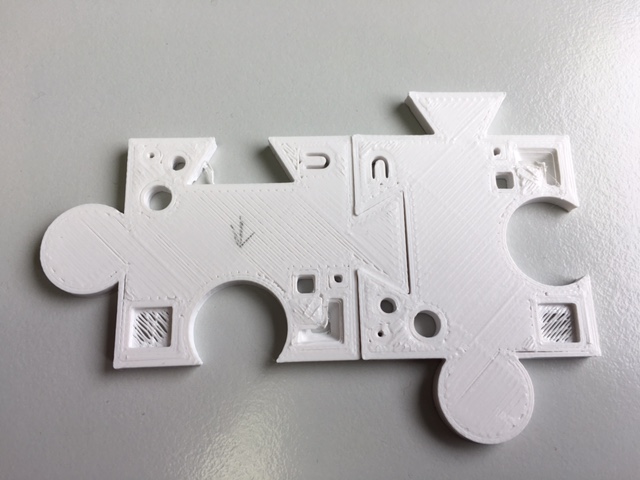
die Pickel habe ich wegbekommen. Dann habe ich die Würfel gedruckt, nah an der Spindel. Da war klar zu sehen das es von der hinteren Spindel kommt.Hier habe ich dann versucht die besser auszurichten, aber viel hat es nicht gebracht.Gestern abend kam dann endlich die Ersatzspindel, also die alte raus und die neue rein, aber dann gingen die Probleme los, Die Spindel passt nicht in das Lager. Die alte Passt, wenn auch Stramm, aber die neue geht nicht rein, Bei der alten merkte ich dann das die aber auch nicht sauber lief, und beim versuch die heraus zu holen passierte es dann, ich hatte das Innenleben vom Lager an der Spindel hängen.Gefrustet habe ich dann die neue Spindel in den Halter ohne das Lager gepackt. Dann das mABL nochmal laufen lassen zum Ausrichten. Dann habe ich Z_max_länge angepasst manuell und gedruckt. Was soll ich sagen, das Z-Wobbeln ist weg. Jetzt macht zwar die rechte hintere ecke wieder Probleme, aber der rest passt nun schon recht gut.
Nur die Ecken beulen noch leicht aus, aber ich glaube das ist nun bald jammern auf hohen Nivau.
Attachments:
4. Juni 2017 um 11:27 Uhr #1876AdministratorUm die runden Ecken schärfer zu bekommen fallen mir spontan folgende Lösungen ein:
– langsamer drucken
– mehr Beschleunigung / Jerk
– linearer Advance Faktor in Firmware aktivieren und einstellen
– anderes Filament testen
– kälter Drucken
– feinere Düse verwendenvincent.
-
AutorBeiträge






- Du musst angemeldet sein, um auf dieses Thema antworten zu können.