Morgens Vincent,
Danke für Deine Antwort. Ich antworte wieder dazwischen:
Es ist gut möglich, dass du mit deinem billigen Hotend + PETG generell langsamer drucken musst. Meine PETG Erfahrungen halten sich aber auch in Grenzen.
Da ich die selbe Kombination auch an meinem Anderen Drucker habe würde ich das erstmal zurück stellen, aber nicht ausschliessen.
– Bei dem Overlap solltest bei ca. 7% anfangen.
Habe ich gemacht, und ich meine es wird besser,
– Multiplier weiter runter, bis du keine Überlappungen mehr hast
Habe ich auch gemacht, bin nun bei 0,975.
– Verringere den Retract so weit es geht, starte mit 0,7mm.
Habe ich gemacht, Es gibt immer noch ansätze und vor allen den Punkt wo der Druck beendet wurde. Ich habe teilweise das gefühl das er das nicht wirklich macht. Ich werde nachher mal einen test mit den 4 Türmen machen, da müsste ich den Retract besser sehen.
– stelle unter Advanced alle Extrusionwidths auf 0,48mm
Habe ich gemacht und neu Aufgespielt.
– stelle alle Geschwindigkeiten auf den selben Wert, außer small-perimeter der sollte bei ca. 30mm/s liegen
Advance:
Advance musst du in der Firmware aktivieren und dann kannst du den im EEPROM einstellen. Nutze nur den Linearen, nicht den Quadratischent. Im Moment brauchst du das aber noch nicht machen,.Das bringt erst was, wenn der Rest perfekt ist.
vincent.
ich habe im Slic3r noch etwas angepasst, mit der Temparatur bin ich aus 235 Grad hoch.
Ich habe bei allen Einstellungen nun 0,48.. Extrusion width eingestellt, auch bei Default, da stand vorher 0,4. Oder muss die da beleiben?
Auch habe ich den Bridge Flow Ratio auf 0.9 gestellt so das er die Fäden nicht mitreisst.
Und im Cooling habe ich das Auto Cooling deaktiviert, da haben sich überhang Ecken immer noch nach oben gebogen.Ab dem Zweiten Layer lasse ich nun den Lüfter laufen.
Ich habe immer wieder kleine Pickelchen auf den Ausdrucken, wo kommen die her? Immer noch zu viel material?
Auch werde ich noch mal etwas ans Druckbett näher ran gehen, unten sieht man immer noch einzelne Bahnen.
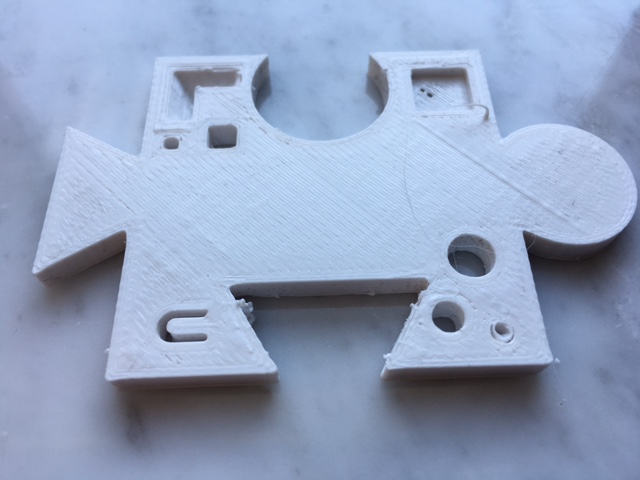
Hier das letzte Druckergebnis. Das und der Würfel werden schin ganz gut, aber anderes sieht immer noch schlim aus.