Verfasste Forenbeiträge
-
AutorBeiträge
-
Nobody4711
TeilnehmerMorgens Vincent,
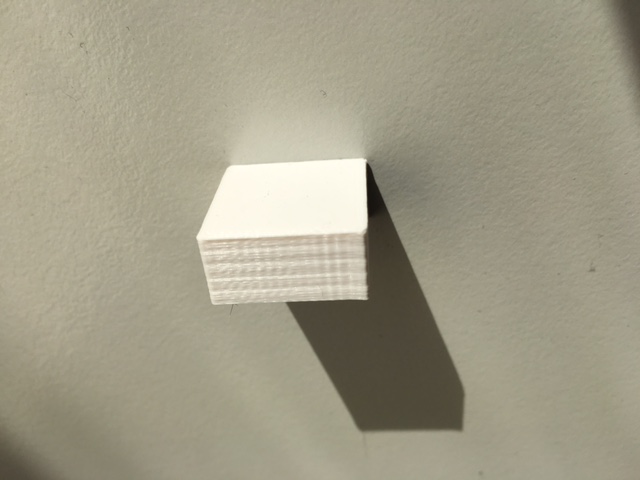
die Pickel habe ich wegbekommen. Dann habe ich die Würfel gedruckt, nah an der Spindel. Da war klar zu sehen das es von der hinteren Spindel kommt.Hier habe ich dann versucht die besser auszurichten, aber viel hat es nicht gebracht.Gestern abend kam dann endlich die Ersatzspindel, also die alte raus und die neue rein, aber dann gingen die Probleme los, Die Spindel passt nicht in das Lager. Die alte Passt, wenn auch Stramm, aber die neue geht nicht rein, Bei der alten merkte ich dann das die aber auch nicht sauber lief, und beim versuch die heraus zu holen passierte es dann, ich hatte das Innenleben vom Lager an der Spindel hängen.Gefrustet habe ich dann die neue Spindel in den Halter ohne das Lager gepackt. Dann das mABL nochmal laufen lassen zum Ausrichten. Dann habe ich Z_max_länge angepasst manuell und gedruckt. Was soll ich sagen, das Z-Wobbeln ist weg. Jetzt macht zwar die rechte hintere ecke wieder Probleme, aber der rest passt nun schon recht gut.
Nur die Ecken beulen noch leicht aus, aber ich glaube das ist nun bald jammern auf hohen Nivau.
Attachments:
TeilnehmerMorgens Vincent,
Danke für Deine Antwort. Ich antworte wieder dazwischen:
Es ist gut möglich, dass du mit deinem billigen Hotend + PETG generell langsamer drucken musst. Meine PETG Erfahrungen halten sich aber auch in Grenzen.
Da ich die selbe Kombination auch an meinem Anderen Drucker habe würde ich das erstmal zurück stellen, aber nicht ausschliessen.
– Bei dem Overlap solltest bei ca. 7% anfangen.
Habe ich gemacht, und ich meine es wird besser,
– Multiplier weiter runter, bis du keine Überlappungen mehr hast
Habe ich auch gemacht, bin nun bei 0,975.
– Verringere den Retract so weit es geht, starte mit 0,7mm.
Habe ich gemacht, Es gibt immer noch ansätze und vor allen den Punkt wo der Druck beendet wurde. Ich habe teilweise das gefühl das er das nicht wirklich macht. Ich werde nachher mal einen test mit den 4 Türmen machen, da müsste ich den Retract besser sehen.
– stelle unter Advanced alle Extrusionwidths auf 0,48mm
Habe ich gemacht und neu Aufgespielt.
– stelle alle Geschwindigkeiten auf den selben Wert, außer small-perimeter der sollte bei ca. 30mm/s liegenAdvance:
Advance musst du in der Firmware aktivieren und dann kannst du den im EEPROM einstellen. Nutze nur den Linearen, nicht den Quadratischent. Im Moment brauchst du das aber noch nicht machen,.Das bringt erst was, wenn der Rest perfekt ist.vincent.
ich habe im Slic3r noch etwas angepasst, mit der Temparatur bin ich aus 235 Grad hoch.
Ich habe bei allen Einstellungen nun 0,48.. Extrusion width eingestellt, auch bei Default, da stand vorher 0,4. Oder muss die da beleiben?Auch habe ich den Bridge Flow Ratio auf 0.9 gestellt so das er die Fäden nicht mitreisst.
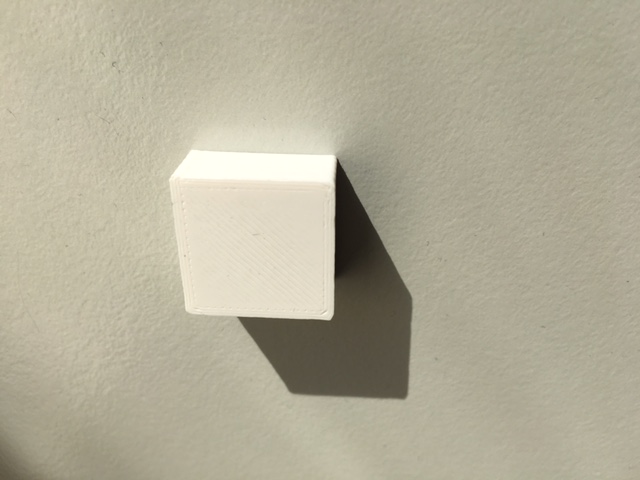
Und im Cooling habe ich das Auto Cooling deaktiviert, da haben sich überhang Ecken immer noch nach oben gebogen.Ab dem Zweiten Layer lasse ich nun den Lüfter laufen.Ich habe immer wieder kleine Pickelchen auf den Ausdrucken, wo kommen die her? Immer noch zu viel material?
Auch werde ich noch mal etwas ans Druckbett näher ran gehen, unten sieht man immer noch einzelne Bahnen.
Hier das letzte Druckergebnis. Das und der Würfel werden schin ganz gut, aber anderes sieht immer noch schlim aus.Attachments:
TeilnehmerMorgens Vincent,
Danke für Deine Antwort.
1. Riemenspannung überprüfen
Habe ich gemacht, und ist genau so wie in Deinem Video
2. Ist der Extruder wirklich so schwer? Vielleicht kannst du einen kürzeren Motor einbauen
Es ist ein 42BYGHW811 von Wantai ca. 350gr plus anbauten und Lüfter kommt schon was zusammen
3. Beschleunigung und Jerk reduzieren
ich habe Max Jerk von 20.000 auf 10.000 mm/s reduziert und axis Travel acceleration von 1.000 auf 500 reduziert
4. Nutze den Advance Faktor in der Firmware um die Kanten schärfer zu bekommen
Diesen Punkt habe ich nicht gefunden scheint wohl anders zu heissen, suche ich noch
5. Multiplier reduzieren
6. Infill Overlap reduzieren (Ist Standardmäßig im Slic3r viel zu hoch)
Wir heute gemacht, aktuell steht da 15% ich werde es mit 0,4mm ProbierenZ Wobble:
1. Heizbett und Düse auf PID umstellen und mit M303 kalibrieren, auch wenn die Temperatur stabil scheint, richtig gut ist die Regelung eingestellt, wenn auch die Ausgabeleistung nicht mehr stark schwankt.
Ich habe mir zwei Anleitungen ausgedruckt, werde ich heute auch machen
2. Ein leichter Schlag in den Wellen ist nicht schlimm, allerdings muss der Zapfen gut zentrisch sitzen. Ich empfehle dir Doppelschlaufenkupplungen um deine krumme Spindel vom Motorhalter zu entlasten.
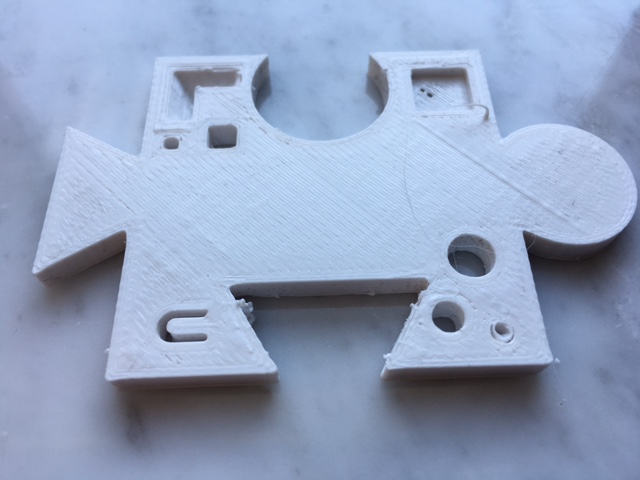
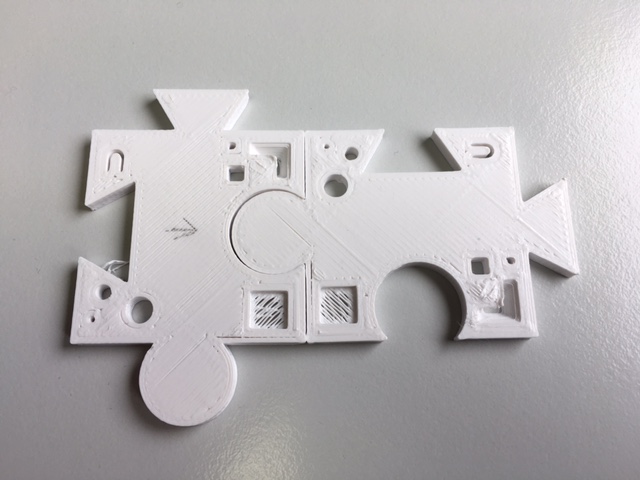
Ich habe noch mal eine Spindel bestellt, wenn das nichts bringt wird es die KupplungHier mal das Puzzel Teil, leider habe ich nichts dazu gefunden wie man es zum einstellen nutzt oder was man wo genau sieht.
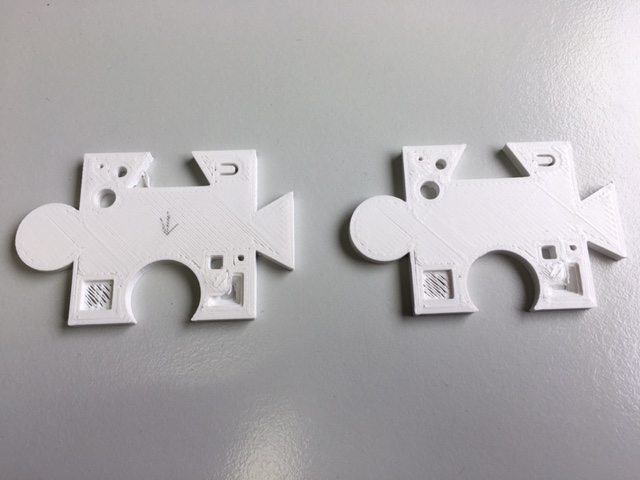
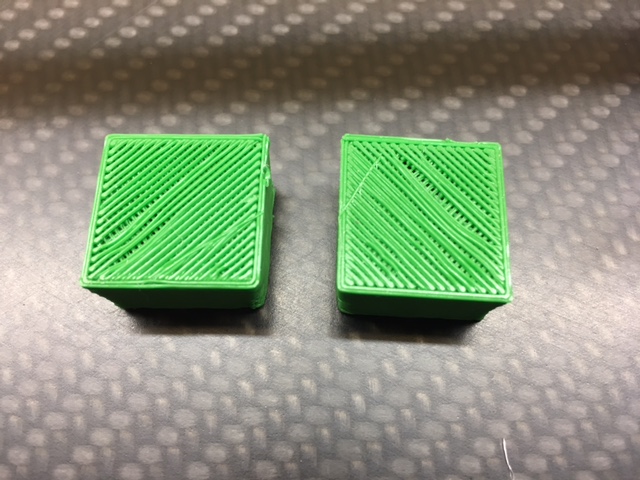
Links ist vor den änderungen, rchts nach den zwei änderungen oben. Ich finde es schon besser, muss aber noch etwas näher ans DruckbettWas ich immer wider mal sehe ist eine kleine Lücke zwischen den Aussen Perrimetern und dem Infill, hier nun links unten.
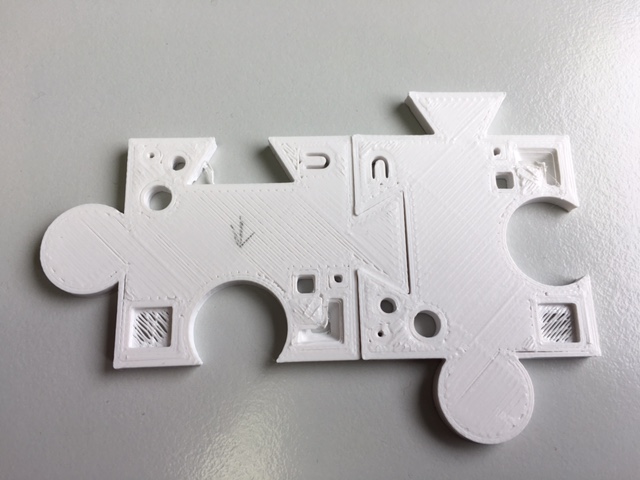
TeilnehmerSo und hier noch die letzten zwei
links , unten
An welchen Schräubchen muss ich noch was drehen? Die ecken scheinen auch auszubeulen.
Dann noch eine Frage, sind 80 oder gar 100mm/s mit einem Direkt Extruder möglich, oder sollte man dann auf Bauden umrüsten?
Wie stark eiern bei euch die Spindeln? Der Zulieferer will nicht mehr Tauschen, er sagt das wären Fertigungstoleranten.
Ich überlege auch die Kuplungen nochmal zu tauschen, welche sind gut und taugen was?Danke für eure Hilfe.
Attachments:
TeilnehmerMorgens,
Zum einen ist mir heute aufgefallen das ich wieder vom Koordinatensystem meines Printrbot die Zeichnung oben gemacht habe, beim Sparkcube ist Z0 natürlich oben.
Nach dem heutigen Versuch mit der englischen Seite, habe ich heute Nachmittag aufgegeben und den neuen 18mm Sensor installiert. Das Verhalten ist komplett anders.
Nach mehreren Tests glaube ich es nun hinbekommen zu haben, wie bin ich nun vorgegangen,
– Den Sensor habe ich getestete wann er auslöst, also triggert ( H = high ), das habe ich mit M119 kontrolliert. Dann habe ich den Sensor so installiert das er ca. 4mm höher sitzt als die Spitze der Nozzle.
– Nun habe ich mit G28 den Drucker HOMEN lassen alle Achsen, er fährt in meinem Fall da alle Endstops auf MAX installiert sind den Schlitten nach hinten rechts und das Druckbett ganz nach unten.
— WICHTIG BEI REPETIER 0.98 bitte erst den Druckkopf in die Mitte fahren ab der Version 1.00 muss das nicht mehr gemacht werden. —
– nun habe ich einen G32 S2 ausgeführt WICHTIG, FINGER AM RESET KNOPF, falls der Drucker nach dem Triggern des Sensors nicht die Richtung ändert.
– nun sollte das Druckbett ausgerichtet sein
– jetzt fahre ich manuell das Druckbett wieder nach oben, bis der Sensor wieder triggert
– mit M114 lese ich mir den Wert Z für die Höhe aus.
– jetzt fahre ich langsam weiter nach oben, Lege ein Stück Papier zwischen Druckbett und Nozzle und nähere mich langsam bis sich das Papier schleifend dazwischen bewegt.
– mit M114 wieder den Wert Z auslesen
– die Differenz zwischen den zwei Z Werten trage ich in Z_Probe_hieght ein.Zur Kontrolle lasse ich die Achsen nochmal allle Homen und fahre dann manuell wieder bis auf Z0, wenn dann das Papier immer noch sich leicht bremsend bewegen läst ist es Ok.
So bin ich nun vorgegangen und es scheint zu passen. Ich über nehme aber keine Garantie das es so korrekt ist. Wenn ich das so noch zwei mal reproduzieren kann, werde ich es mal komplett zusammen schreiben.
Danke nochmal an alle.
TeilnehmerMorgens Gunner,
danke für Deine Mühe.
Vincent hatte es hier ganz am anfang beschrieben im Post 1050, daher habe ich das.
————————-
st es jetzt schon wichtig an welche treiber ich die Z Motoren hänge oder ist das egal solange es getrennte sind?Im Grunde ist es egal, ich würde jedem allerdings raten, die Motoren in der gleichen Reihenfolge zu verkabeln, wie es dann in der veröffentlichten Firmware mit MABL sein wird.
ABL Sensor an der Carriage:
1. Bett sollte einigermaßen ausgerichtet sein
2. Druckbett so dicht an die Düse fahren, dass ein Blatt Papier dazwischen schleift
3. ABL Sensor so befestigen (Feineinstellung = den Sensor drehen) dass ein ca. 1-2mm dickes Distanzstück schleifend zwischen Bett und Sensor passt„Z-Probe offset“ ist nun (Dicke Distanzstück – Dicke Papier)
Bei den ersten Ausdrucken kann man dann den Offset noch leicht verändern um die Höhe der ersten Schicht noch nachzuregeln.Bei berührungslosen ABL Sensoren ist der Schaltabstand von dem Ergebnis noch abzuziehen:
(Dicke Distanzstück – Dicke Papier)-Schaltabstandvincent.
————————————–
Ja, das Verhalten von dem 12mm Sensor ist komisch, da ich bisher nur mit den Induktiven Sensor erfahrung hatte mit meinem Printrbot und man oft liest das die Kapazitiven ungenauer währen war ich erstmal nicht beunruhigt, zumal vincent die ergebnisse gut fand. Daher werde ich nun den 18mm Verbauen.Die Carbon Platte bleibt auch drauf, ist als Wechselplatte gedacht, ich habe 3 Stück davon, auf was anderem wollte ich erstmal nicht Drucken, die Builtak hält zwar gut, aber immer wieder habe ich das Problem das Zeug runter zu bekommen, das möchte ich mir so gerne ersparen. Da ich noch den Schlitten von Wurstnase nutze muss ich den Winkel etwas anpassen damit der Sensor Senkrecht zur Platte steht.
Ich suche mir gleich mal deinen Projekt Trade raus.
Danke nochmal
-
Diese Antwort wurde geändert vor 7 Jahren, 8 Monaten von
Nobody4711.
TeilnehmerMorgens,
@Vincent:
Danke für Deine Antwort. Verstehe ich es Richtig, damit es überhaupt funktionien kann muss noch was eingetragen werden? Oder geht es auch noch nach der o.A. Anleitung/Einstellungen aber dann nur mit einer älteren Variante. Weil das Leveln macht er ja.@Vasco:
Danke für Deine Erklärung, so ähnlich habe ich es gerstern auch gemacht, um endlich mal was zu Drucken.@Gunner:
Danke für deine Antwort. Die habe ich mal ins spiel gebracht, da Vincent in seiner Anleitung schreibt wenn das Lämpchen am Sensor erlischt, was bei meinem 12mm Sensor welten auseinander liegt. Wenn der Sensor bei Z 2.700 Triggert ( Status H setzte) muss ich bis fast 10.90 zurück fahren das er wieder auf Status L zurück geht. Daher habe ich den Punkt genommen wo er Triggert beim heranfahren auslöst, was ja auch richtig zu sein scheint.Mein Problem ist das der Schaltabstand sich ändert, wenn ich das Blanke Alu Druckbett habe ist es fast 100mm, also nicht zu brauchen, mit der Carbon Platte Drauf sind es ca. 6mm ohne Heizung.
Wenn ich nun die Heizung mit Einschalte hat er gestern nur noch mist gemacht, da ist kein Wert reproduzierbar.Also habe ich den Induktiven dran gemacht, der hat aber mit der 1,5mm Carbon Platte das Problem das er diese nicht erkennt, bei einem Schaltabstand von ca. 2mm bleibt da nicht viel, also so leider auch nicht wirklich nutzbar, und leider auch nicht Einstellbar.Dann habe ich den 18mm Kapazitiven Sensor genommen, der scheint zumindest etwas genauer zu sein als der 12mm und etwas besser auszulösen. Aber leider bekomme ich den über die einstellschraube auch nicht soweit runter geregelt das ich ca. 2-3mm höher liege als die Spitze der Nozzle. Das werden auch ehr 4-6 mm Sein. In ermangelung eines Halters habe ich nur etwas getestet, ich werde heute dafür noch einen Halter Drucken und es probieren.
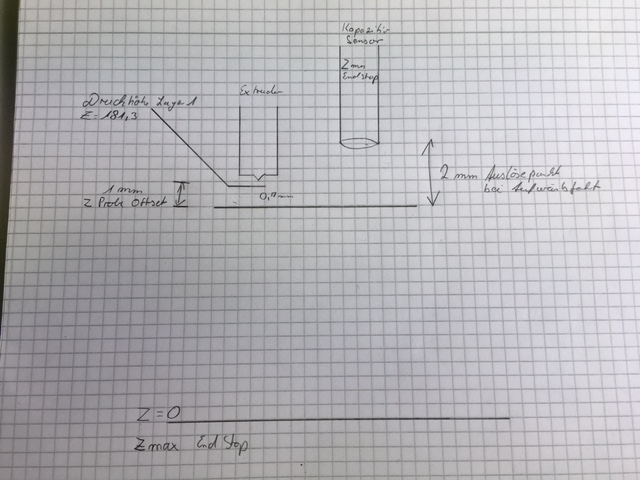
So, nur um eventuelle weitere Denkfehler auszuschliessen, ich habe da mal was gezeichnet um das ganze etwas anschaulicher zu machen.
Wenn ich nach dem Homen ( G28 ) Manuell das Druckbett nach oben fahre, habe ich eine Höhe von Z=181,6mm bis ich Kontakt habe zwischen Nozzle und Druckbett. Der Auslösepunkt vom Z-Probe Sensor liegt bei 180,6mm. Z-Probe ist mit 2,0mm im EEPROM eingetragen. Die korrekte Höhe für den ersten Layer zum Drucken wäre bei 181,3mm in meinem Beispiel (181,6mm Kontakt Nozzle zum Druckbet abzüglich 0,3mm Papierdicke ((ich weis stimmt nicht)) würde die Höhe 181,3mm ergeben). Wenn also nach dem mABL Printer height=181,3 da stehen würde wäre es Super.
Jetzt kommt etwas wo ich etwas Durcheinander bin, laut Vincent wird „Z-Probe_Offset“ wie folgt ermittelt ( Dicke Distanzstück für Sensor 1,3mm – Dicke Papier 0,3mm – Schaltabstand 2mm, würde bei mir einen z_Probe_offset von -1,0mm machen.
An einer anderen stelle wird z_Probe_offset als Abstand zwischen Nozzle und Druckbett beim Auslösen des Sensors bezeichnet, was bei mir 1,0mm wären und nicht -1,0mm, oder habe ich da einen denkfehler.Ich hoffe ich habe es so nun korrekt wiedergegeben, wenn nicht, könnte mir bitte einer an hand meines Beispieles sagen wo ich falsch liege.. Mensch, langsam komme ich mir vor als wäre ich zu doof dafür.
Ich danke für eure mühe und geduld mit mir.
Ich habe die letzte Nacht gefühlt 250 mal das mABL laufen lassen. Wenn das Bett Auf
Attachments:
TeilnehmerMorgens Gunner,
Danke erstmal wieder für Deine Hilfe. Glaube mir, ich habe mir was das thema angeht schon sehr viele gedanken gemacht, warscheinlich zuviele, nur passen die nicht zu denen wie es die Entwickler gelöst haben. Ich gebe zu, das ich mich sehr schwer tue das zu verstehen. Ich hätte es so Definiert das Z0 = die Düse auf dem Druckbett ist, also Kontakt. Der Sensor irgendwo zwischen 1-3 cm höher, je nach Güte des Sensors, was man dann als totale Position einträgt. Und über einen dritten Parameter hätte ich den Abstand zum Druckbett Difiniert zum Drucken.
Aber OK, das ist was anderes.Ich habe mich an Vincent Seine Anleitung gehalten, das ist die einzige die ich gefunde habe wie es geht und deshalb den Sensor nur 0,5mm hoch montiert.
Ich verstehe nicht wieso aber wenn ich die Werte so erreche ist er komplett in der Luft landet.
Wenn ich Dich richtig verstehe, hast Du den Punkt genommen wo dein Sensor der ja auch ein Kapazitiver ist von L auf H schaltet, richtig? Ist es bei Dir auch das der Punkt von H auf L davon abweicht? Wie hast Du es berechnet. Ich habe mir eben den Text bei Repetier nochmal mit Google Translate übersetzen lassen, das ist schon hart was da raus kommt.
Ich werde nachher nochwas ausprobieren.Danke Dir nochmal, es tut mir leid das ich mich warscheinlich etwas bescheuert anstelle, mir fällt vieles leichter wenn ich verstehe wie es funktioniert, aber das tue ich hier leider noch nicht, und so richtig erklären konnte es mir auch noch keiner. Es gibt zwar einige die es umgesetzt haben, aber wenn man die nach dem wie geht das Fragt, kommt da leider oft nichts brauchbares.
TeilnehmerUPDATE:
PROBLEM mit der Ermittlung von „Z-Probe height“
Nun läuft er auch mit montiertem Hotend.das mABL durch. Nach dem zweiten Durchlauf ist der Drucker mit dem Ausrichten fertig.
Soweit so gut. Nun habe ich versucht nach der Anleitung von Vincent den Drucker einzustellen das er nach dem mABL auch die korrekte höhe hat zum Drucken:
Vincent hatte mal geschrieben das er einen Induktiven Sensor einsetzt, ich habe einen Kapazitiven, wenn ich das Druckbett an den Sensor fahre und der Auslöst ( G31 H ), muss ich danach fast 10mm wieder runter fahren bevor er wieder von H auf L wechselt, also sind die Ein und Ausschaltpunkte unterschiedlich. Daher habe ich bei Vincent in der Anleitung einen kleinen punkt geändert:
„– in 0,1mm Schritten Z Achse nach oben fahren, bis Sensorlampe erlischt“
ich habe nicht den Punkt genommen wo der Sensor ausgeht sondern von L auf H wechselt.
Die Nacht kam mit der gedanke ob hier eventuell mein Fehler liegt, aber wenn ich das richtig verstehe benutzt REPETIER den Punkt wenn der Sensor von L auf H wechselt, und nicht wenn er von H auf L wechselt, oder liege ich hier falsch?Ich bin also wie oben von Vincent beschrieben vorgegangen ich hatte im EEPROM „Z_max_length = 178.528 vorher stehen. Als Wert „Zkoord_1“ hatte ich dann Z -2.183 und als „Zkoord_2“ Z -2.917 woraus sich laut Formel „Z-probe height“ auf („Zkoord_2“ – „Zkoord_1“) ein Wert von 0.734 ergibt.
Wenn ich nun Drucke, druckt er in der Luftconfused smiley
Die weisse Simkarte ist 0,8mm Dick, da fehlt also einiges.
Ich hoffe das mir jemand helfen kann wo mein fehler liegt,
DankeAttachments:
TeilnehmerEine/zwei Fragen zu Vincent Beschreibung
– …
– M114 und aktuelle Z Koordinate merken („Zkoord_1“)
– 0,5mm Distanzstück unter Sensor und Bett legen und Sensor in dieser Höhe fixieren
– in 0,1mm Schritten Z Achse nach oben fahren, bis Sensorlampe erlischt
– Z Koordinate merken („Zkoord_2“)
– EEPROM manuell einstellen auf:
– „Z-probe height“ auf („Zkoord_2“ – „Zkoord_1“) // Bei 4mm Schaltabstand und PEI Druckplatte beträgt das Ergebniss ca. 0,5mm
– „Max z-probe – bed dist“ auf 5mm– G28 (G1 Z10)
– Heizbett aufheizen
– max z probe-z dist
– G32 S2 ;führt MABL aus und speichert korrekte Höhe als „Z max length“ im EEPROM
– Bett ist nun ausgerichtet und muss erst wieder neu ausgerichtet werden, wenn es sich mechanisch verzogen hat
– Für ein erneutes Ausrichten ist nur ein „G28“ und ein „G32 S2“ nötig
– sollte der erste Layer zu hoch gedruckt werden, muss man die „Z-probe height“ verkleinern vice versaMorgens,
Gilt das auch für Kapazitive Sensoren? Die gehen ja später aus als der Punkt wann Sie angehen wenn man den Punkt anfährt? oder muss man hier dann den Punkt wählen wo der Sensor auslöst?
Wenn ich den Drucker ausgemacht habe und Ihn erneut einschalte und einen G28 mache wird doch die „Z max length“ wieder überschrieben, richtig, also muss ich dann auch wieder das mABL mit einem G32 S2 ausführen, oder kann ich den G28 auf X und Y beschränken so das die höhe gespeichert bleibt. Oder habe ich hier einen Denkfehler.
@Gunnar:
Danke für deine Antwort. Irgendwie hat sich ein Riemen von der Rolle bewegt, und dadurch ging der Schlitten nicht mehr weiter, nicht mal mehr mit Gewalt. Das viel beim Druck des 20x20mm Würfels nicht auf da ich nicht dahin gekommen bin.
Jetzt habe ich nur noch das Problem mit dem Ausrichten des Druckkopfes, ich habe das Gefühl das der immer auf einer anderen höhe landet, ich bekomme den nicht sauber eingestellt. Wenn ich ihn Manuell mit der Papier Methode einstelle ohne mABL läuft er nun.Danke
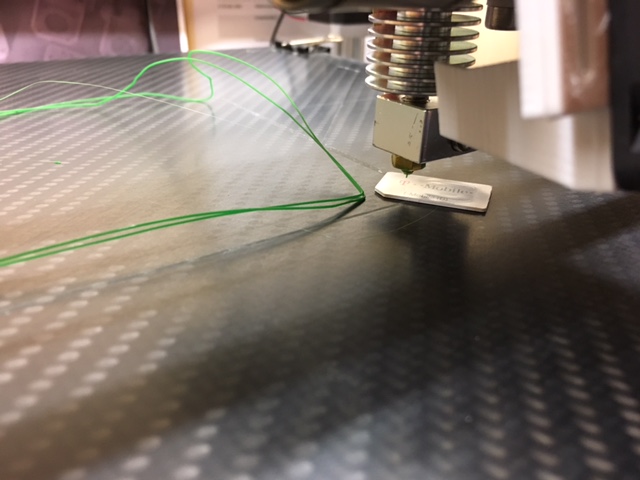
TeilnehmerMorgens,
nun hatte alles Funktioniert. Ich habe nun den Extruder Montiert und wollte endlich Drucken. Leider habe ich nun ein neues Problem. Der Drucker Rattert immer wieder wenn ich das mABL nutzen möchte, siehe Video
Vorher ging es einwandfrei, Ich habe nur den Extruder Montiert und die Riemen etwas mehr gespannt.
Die Treiber werden aktiv gekühlt.
Ohne ausführen von mABL druckt er auch, siehe Bild.
Leider scheint er aber nur jede zweite bahn zu Drucken am Boden, siehe Bild. Da läuft er aber Sauber.
Was kann das Bitte sein, und wieso ist der Boden so „Löchrig“ was muss ich dafür bitte einstellen.Danke für eure Hilfe.
Sparkcube V1.1 XL
Ramps 1.4 mit CNC Shild
NEMA 17 mit 1,8 Grad und 2,5 Amp
12 Volt SchaltnetzteilAttachments:
TeilnehmerMorgens,
Auch die Version 1.0.0 hat das Problem erstmal nicht behoben.
Ich habe dann aber heraus bekommen woran es lieg. Das Problem ist das beim Fahren von Position P3 zu Position P1 der Schlitten extrem langsam Fährt, aber die Z Achse mit „normaler“ Geschwindigkeit nach oben Fährt. Das Passiert aber nur beim ersten Durchlauf. Ich habe nun den Abstand während des Z-Probe auf 40mm Distanz erhöht, so hat der Schlitten genügend Zeit bis P1 zu kommen, und dann geht es auch.
Nun habe ich aber leider ein neues Problem, das Leveling scheint sich nicht sauber auf einen Wert einigen zu können.
Hier das Protokoll, Ich hoffe mir kann jemand sagen was da noch Falsch ist. Ich habe hinten dran den G30 mal ausgeführt.
12:47:13: Attempting to connect to printer
12:47:13: Connection opened
< 12:47:14: þÿstart
> 12:47:14: N1 M110 *2
> 12:47:14: N2 M110 *1
< 12:47:14: Detected EEPROM version:18
> 12:47:14: N3 M115 *5
< 12:47:14: Transformation matrix: 1.000000 0.000000 0.000000 0.000000 1.000000 0.000000 0.000000 0.000000 1.000000
< 12:47:17: Free RAM:3630
< 12:47:17: SelectExtruder:0
> 12:47:17: N5 M111 S6 *66
> 12:47:17: N6 M111 S6 *65
< 12:47:17: FIRMWARE_NAME:Repetier_1.0.0dev FIRMWARE_URL:https://github.com/repetier/Repetier-Firmware/ PROTOCOL_VERSION:1.0 MACHINE_TYPE:Core_XY EXTRUDER_COUNT:1 REPETIER_PROTOCOL:3
< 12:47:17: Cap:PROGRESS:1
< 12:47:17: Cap:AUTOREPORT_TEMP:1
< 12:47:17: Cap:EEPROM:1
< 12:47:17: Cap:AUTOLEVEL:1
< 12:47:17: Cap:Z_PROBE:1
< 12:47:17: Cap:SOFTWARE_POWER:1
< 12:47:17: Cap:TOGGLE_LIGHTS:0
< 12:47:17: Cap:PAUSESTOP:1
< 12:47:17: Cap:PREHEAT:1
< 12:47:17: Printed filament:0.00m Printing time:0 days 0 hours 0 min
< 12:47:17: PrinterMode:FFF
< 12:47:17: DebugLevel:6
< 12:47:17: DebugLevel:6
> 12:47:21: N11 M502 *52
< 12:47:21: SelectExtruder:0
< 12:47:21: Info:Configuration reset to defaults.
> 12:47:24: N16 M500 *49
< 12:47:25: Info:Configuration stored to EEPROM.
> 12:47:29: N21 M119 *57
< 12:47:29: endstops hit: x_max:L y_max:L z_max:L Z-probe state:L
> 12:47:33: N26 G28 *7
< 12:49:14: X:280.00 Y:300.00 Z:194.000 E:0.0000
> 12:49:24: N46 G32 S2 *75
< 12:51:23: Z-probe:39.365 X:60.00 Y:60.00
< 12:52:03: Z-probe:38.875 X:240.00 Y:60.00
< 12:52:43: Z-probe:37.926 X:60.00 Y:240.00
< 12:52:43: plane: a = -0.0027 b = -0.0080 c = 40.0075
< 12:52:44: Printer height:192.91
< 12:52:44: CurrentZ:40.01 atZ:41.10
< 12:53:24: Z-probe:37.969 X:60.00 Y:60.00
< 12:54:03: Z-probe:37.938 X:240.00 Y:60.00
< 12:54:43: Z-probe:37.819 X:60.00 Y:240.00
< 12:54:43: plane: a = -0.0002 b = -0.0008 c = 38.0294
< 12:54:43: Printer height:189.84
< 12:54:43: CurrentZ:38.03 atZ:41.10
< 12:55:26: Z-probe:40.730 X:60.00 Y:60.00
< 12:56:08: Z-probe:40.846 X:240.00 Y:60.00
< 12:56:51: Z-probe:40.726 X:60.00 Y:240.00
< 12:56:51: plane: a = 0.0006 b = -0.0000 c = 40.6928
< 12:56:51: Printer height:189.43
< 12:56:51: CurrentZ:40.69 atZ:41.10
< 12:57:34: Z-probe:41.273 X:60.00 Y:60.00
< 12:58:17: Z-probe:41.247 X:240.00 Y:60.00
< 12:59:00: Z-probe:41.186 X:60.00 Y:240.00
< 12:59:00: plane: a = -0.0001 b = -0.0005 c = 41.3108
< 12:59:00: Printer height:189.64
< 12:59:00: CurrentZ:41.31 atZ:41.10
< 12:59:42: Z-probe:40.948 X:60.00 Y:60.00
< 13:00:25: Z-probe:41.002 X:240.00 Y:60.00
< 13:01:08: Z-probe:40.928 X:60.00 Y:240.00
< 13:01:08: plane: a = 0.0003 b = -0.0001 c = 40.9363
< 13:01:08: Printer height:189.48
< 13:01:08: CurrentZ:40.94 atZ:41.10
< 13:01:09: X:60.00 Y:240.00 Z:40.936 E:0.0000
> 16:44:58: N6201 G30 *15
< 16:45:39: Z-probe:40.946 X:60.00 Y:240.00
> 16:45:43: N6216 G30 *9
< 16:46:25: Z-probe:40.917 X:60.00 Y:240.00
> 16:46:26: N6228 G30 *4
< 16:47:08: Z-probe:40.949 X:60.00 Y:240.00Die Configuration hänge ich auch noch mal mit an. Hardware Sparkcube XL , Ramps 1.4 mit CNC Shild 1,8 Grad 2,5Amp. Motoren, 8mm Alu Druckbett und Kapazitiver Sensor.
Attachments:
TeilnehmerMorgens,
auch ich hänge immer noch am mABL fest, und komme nicht weiter. Ich setze ein RAMPS 1.4 mit Zusatz Board ein.
Aktuelle Firmware 92.9 im Configurator zusammen gestellt. Hochgeladen und dann M502 und M500 ausgeführt.
Dann M119 mehrfach um alle Schalter und auch z_Probe zu testen, geht einwandfrei.
Dann G202 P0 X0 ausgeführt und mit den Befehlen G201 P0 X1 den Motor vorne links etwas hoch gefahren, dann mit G201 P0 X0 wieder runter, Das selbe dann mit G201 P1 X1 und der rechte motor vorne fährt rauf.Da die X Y und Z Achsen nun alle Richtig laufen, habe ich G28 X Y ausgeführt.
Danach habe ich den Druckkopf -100 X und -100 Y gefahren um den Schlitten frei zu haben.
Dann G32 S0 ausgeführt.Der Drucker fährt die drei Punkte an P1 P2 P3, korrigiert dann etwas und fährt dann ganz langsam nach vorne, parallel dazu geht das Druckbett hoch bis der Sensor in das Druckbett knallt.
Hier ein kleines Video dazu:
und hier das Logfile:
< 21:29:32: Free RAM:3708
< 21:29:32: SelectExtruder:0
> 21:29:32: N5 M111 S6 *66
> 21:29:32: N6 M111 S6 *65
< 21:29:32: FIRMWARE_NAME:Repetier_0.92.9 FIRMWARE_URL:https://github.com/repetier/Repetier-Firmware/ PROTOCOL_VERSION:1.0 MACHINE_TYPE:Core_XY EXTRUDER_COUNT:1 REPETIER_PROTOCOL:3
< 21:29:32: Printed filament:0.00m Printing time:0 days 0 hours 0 min
< 21:29:32: PrinterMode:FFF
< 21:29:32: DebugLevel:6
< 21:29:32: DebugLevel:6
> 21:29:56: N31 G28 X0.00 Y0.00 *0
< 21:30:05: X:280.00 Y:300.00 Z:0.000 E:0.0000
> 21:30:06: N35 G91 *7
> 21:30:06: N36 G1 X-100.00 F4800.000 *3
> 21:30:06: N37 G90 *4
> 21:30:07: N40 G91 *5
> 21:30:07: N41 G1 Y-100.00 F4800.000 *2
> 21:30:07: N42 G90 *6
> 21:30:14: N48 G32 S0 *71
< 21:30:14: Z correction disabled
< 21:30:17: Z-probe:41.84 X:60.00 Y:60.00
< 21:30:20: Z-probe:42.37 X:240.00 Y:60.00
< 21:30:25: Z-probe:43.08 X:60.00 Y:240.00
< 21:30:27: plane: a = 0.0029 b = 0.0069 c = 41.2478
< 21:30:27: CurrentZ:43.20 atZ:0.00
< 21:30:27: Z after rotation:0.00
< 21:30:49: Error:z-probe triggered before starting probing.
< 21:30:49: Error:Probing had returned errors – autoleveling canceled.
21:31:29: Communication timeout – reset send buffer blockIch hänge auch mal meine configuration.h mit an.
Ich hoffe mir Ann jemand helfen, ich weis nicht mehr weiter.Attachments:
Teilnehmer@Sansibar68:
Hallo, das war mir nicht ganz klar, ob ich jeden Pin als Z-Probe Deklarieren kann, oder ob ich dann noch was anpassen muss.Ich bin auf jeden fall ein gutes Stück weiter in meinen Augen, das z-Probe reagiert, und ich schaffe es die ersten drei Punkte anzufahren, dann korrigieren die zwei vorderen Achsen und der Schlitten fährt wieder Position P1 an, nur leider fährt während dessen das Druckbett weiter hoch so das er in den Sensor rennt.
hier das Ergebnis:
21:20:56: Connection opened
< 21:20:57: óòùóóÏÿóóùÏþiÿstart
> 21:20:57: N1 M110 *2
> 21:20:57: N2 M110 *1
< 21:20:57: Transformation matrix: 1.000000 0.000000 0.000000 0.000000 1.000000 0.000000 0.000000 0.000000 1.000000
> 21:20:57: N3 M115 *5
< 21:20:59: Free RAM:3995
< 21:20:59: SelectExtruder:0
> 21:20:59: N5 M111 S6 *66
> 21:20:59: N6 M111 S6 *65
< 21:20:59: FIRMWARE_NAME:Repetier_0.92.9 FIRMWARE_URL:https://github.com/repetier/Repetier-Firmware/ PROTOCOL_VERSION:1.0 MACHINE_TYPE:Core_XY EXTRUDER_COUNT:1 REPETIER_PROTOCOL:3
< 21:20:59: Printed filament:0.00m Printing time:0 days 0 hours 0 min
< 21:20:59: PrinterMode:FFF
< 21:20:59: DebugLevel:6
< 21:20:59: DebugLevel:6
> 21:21:23: N31 G28 X0.00 Y0.00 *0
< 21:21:33: X:280.00 Y:300.00 Z:0.000 E:0.0000
> 21:21:43: N43 G32 S2 *78
< 21:21:49: Z-probe:45.33 X:100.00 Y:0.00
< 21:21:57: Z-probe:47.37 X:300.00 Y:0.00
< 21:22:04: Z-probe:43.00 X:100.00 Y:280.00
< 21:22:06: plane: a = 0.0102 b = -0.0083 c = 44.3139
< 21:22:07: CurrentZ:43.00 atZ:0.00
< 21:22:07: Z after rotation:0.00
< 21:22:07: Printer height:213.00
< 21:22:28: Error:z-probe triggered before starting probing.
< 21:22:28: Error:Probing had returned errors – autoleveling canceled.
21:23:08: Communication timeout – reset send buffer blockAuch schlägt der Schlitten rechts an wenn er P2 anfährt, das sollte auch nicht sein.
Für Tips wäre ich sehr dankbar. Ich hänge mal die Configuration.h mit an.
Attachments:
TeilnehmerMorgens Vincent,
danke für Deine Antwort. Ok, das war einer meiner Gedankenfehler, da habe ich mich von dem Bild mit dem Sparkcube und der Koordinaten Angabe in die irre Führen lassen.
Ok, das heist Z-Probe muss immer auf Z-MIN angeschlossen werden und in der Firmware Z-Min als Z-Probe deklariert. Ich dachte es ist egal welchen Eingang man nimmt, aber wenn das vorgegeben, dann muss ich mir einen neuen Arduino kaufen, an meinem hat sich gestern der Z-Min verabschiedet.
Dann werde ich das mal weiter testen.
Danke
-
AutorBeiträge