-
AutorBeiträge
-
25. April 2016 um 19:06 Uhr #1187
Phgeis
TeilnehmerHabe Probleme mit Überextrusion vor Ecken/Richtungswechseln etc. an welcehr Schraube muss ich da drehen? Bzw. welche Geschwindigkeiten und Beschleunigungen sind mit dem SparkcubeXL machbar sinnvoll.
Hier meine eeprom als Anhang
Attachments:
25. April 2016 um 19:13 Uhr #1189vincent
AdministratorHallo Philipp,
am besten wäre es, wenn du ein Bild von dem Druck hochlädst.
Die Geschwindigkeit ist bei Überextrusion an Ecken zweitrangig.
Erste Hilfe:– Jerk erhöhen
– Düsentemperatur reduzierenWenn du tiefer in die Materie einsteigen möchtest, reduziert der Advance Faktor genau diese Überextrusion, indem in den Abbremsphasen aktiv weniger Extrudiert wird. Falls er in den EEPROM Einstellungen nicht auftaucht, musst du ihn noch in der Firmware aktivieren (nur den Linearen, nicht den Quadratischen)
Startwert des linearen Advancefaktors liegt bei 40. Du kannst dann in 20er Schritten steigern. Meiner liegt bei ABS ca. bei 70.vincent.
25. April 2016 um 20:57 Uhr #1190Teilnehmer25. April 2016 um 21:08 Uhr #1194AdministratorIm Onlinekonfigurator findest du unter Tools: „Enable advance algorithm (not stable) (USE_ADVANCE)“, dort muss ein Häkchen sein.
Danach steht der Wert im EEPROM oder Alternativ im LCD Display direkt am Drucker.Wenn es sich im Bild um PLA handelt, würde ich die Düsentemperatur um 10 – 15° senken.
Welchen Slicer verwendest du?vincent.
25. April 2016 um 21:58 Uhr #1195TeilnehmerMaterial ist PETG werde es mal kälter probieren.
Slice mit Simplify3d
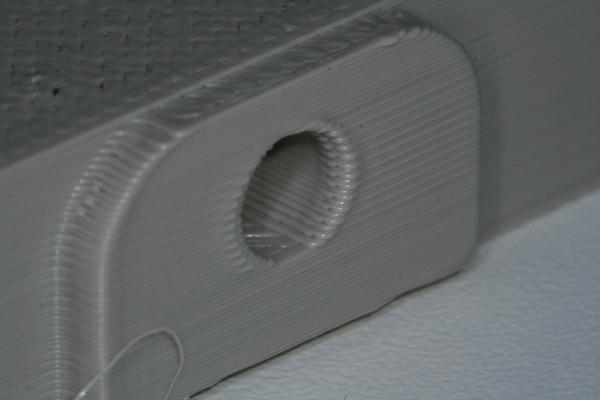
25. April 2016 um 22:09 Uhr #1196AdministratorOk, bei PETG bist du nicht viel zu heiß, das hat von sich aus einen sehr hohen Glanzgrad. Suche mal in simplify3d nach der Einstellung zur extrusion_width. Wenn man sich deinen Toplayer anschaut, musst du die etwas verringern.
Simplify3d stellt automatisch 120% der Düsenbreite ein. Ich würde hier genau Düsenbreite einstellen.vincent.
25. April 2016 um 22:33 Uhr #1197Teilnehmerokay woran siehst Du das?
habe aber doch noch löcher in der toplayer… width ist auf Düsenbreite. Soll ich mit dem multi hoch gehenPhilipp
25. April 2016 um 22:41 Uhr #1198AdministratorIch sehe mir deinen Toplayer an, der wie du schon sagst, löchrig ist. Ich würde die Bahnen am Toplayer enger fahren, damit das Infill sauberer aussieht. Dazu muss die „Extrusion Width“ reduziert werden. Wenn der allerdings schon auf Düsendurchmesser ist, dann ist das ok. Mir fehlt im Bild ja schließlich der Maßstab.
Das schlimmste ist, dass dein Toplayer so stark zerläuft, reduziere erst einmal die Temperatur. Dann sehen wir weiter.
Der Advance Faktor ist ein bisschen Filamentabhängig. Nach der Temperatur könntest du damit noch einiges rausholen. Ein zu geringer Wert sollte den Druck auch nicht negativ beeinflussen.
vincent.
26. April 2016 um 10:35 Uhr #1199TeilnehmerAlso…. Advance ist auf 80 aber bisher habe ich noch keine Veränderung gemerkt. Ich habe mal noch genauer hingeschaut. meine Linien fangen mit einem Blob an und hören mit einem Blob auf. Retract ist auf 2,5mm und ooze auf 0,4mm.
Wenn ich den Retract erhöhe werden die blobs größer statt kleiner! Wieso dass?
habe nun dichte Layer bei Width 0.38 (0.4 Nozzle) und Multi von 1.Irgendwie ändert sich nix mit den blobs…ARGH
Philipp
26. April 2016 um 11:14 Uhr #1200AdministratorDer Advance ist auch abhängig von den steps/mm am Extruder. Es kann durchaus sein, dass du viel mehr brauchst. Stell ihn doch mal auf 800, wenn du dann immer noch nichts bemerkst, dann stimmt bei dir irgendetwas nicht. Der Extruder sollte bei so einem hohen Wert nur noch wild hin und her ruckeln.
Ist deine Retractgeschwindigkeit hoch genug? Die kann ruhig auf 80-100mm/s stehen. Aber eigentlich ist es normal dass die Blobs mit mehr Retract größer werden.
Ich nutze simplify3d nie, aber ich habe mir gerade mal die FFF Settings angesehen:
Steht deine Extra-Restart-Distance auf 0? Wenn Nein, unbedingt auf 0 setzen und wenn ja, probiere mal ob du hier negative Werte angeben kannst. Du möchtest ja schließlich beim Start weniger extrudieren.Bist du mit der Temperatur bereits runtergegangen?
Mehr Bilder! 🙂vincent.
26. April 2016 um 13:07 Uhr #1201Teilnehmerwas Macht advance denn genau? habe jetzt 80 drin aber versteh noch nicht ganz was das bedeutet.
Es wird langsma besser. habe nun die Extra-Restart-Distance auf -1,5mm bei 2,5mm retract. Layer width 0,39 und Multi1,0 Retract Geschwindigkeit ist bei 80 mm/s
Bilder folgen
Philipp
26. April 2016 um 14:20 Uhr #1202AdministratorWieviel unten aus der Düse kommt, ist vom Druck innerhalb abhängig. Dieser Druck baut sich beim Beschleunigen aber erst verzögert auf und hängt beim Abbremsen leicht nach.
Hierdurch hat man normalerweise beim Beschleunigen eine Unterextrusion und beim Abbremsen eine Überextrusion. Die Überextrusion erzeugt in Richtungswechseln bei denen stark abgebremst werden muss diese runden Ecken.Advance beugt dem gegen, indem es in Beschleunigungsphasen den Extruder schneller fördern lässt und in Abbremsphasen weniger Extrudiert (im Extremfall dreht sich der Extruder sogar rückwärts)
Auf YT gibt es hierzu ein schönes Demonstrationsvideo vom Willy (Henschke)
vincent.
26. April 2016 um 17:06 Uhr #1203TeilnehmerOkay super danke!
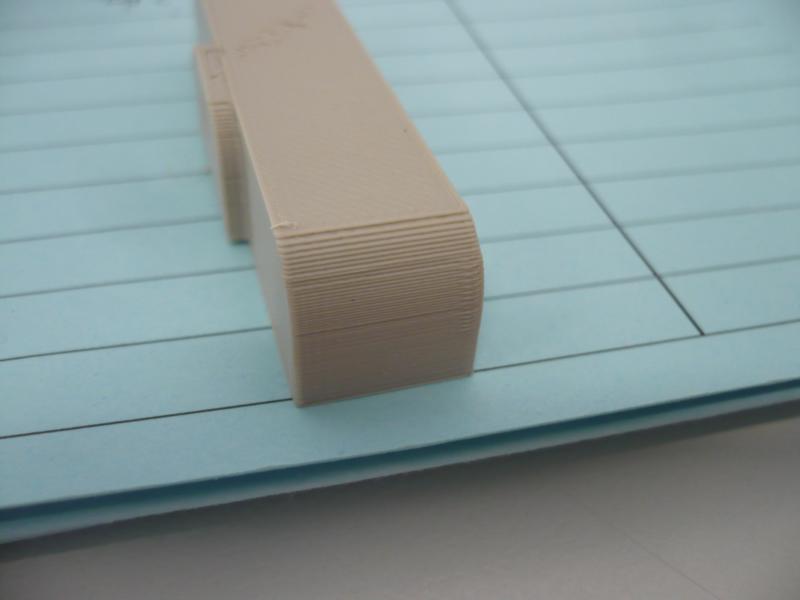
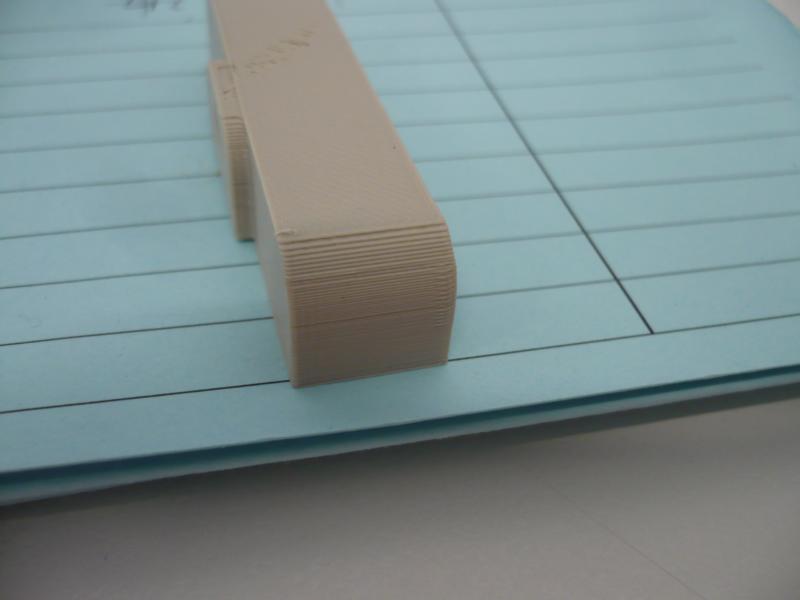
Habe nun mit Advance und Retract, negativen Restart distance und ooze control alles wegbekommen bis auf kleine Bloba am Ende der Perimeter. Trotz oozing am Ende der Bewegung . der Blob kommt sozusagen nach dem oozing, man sieht das ie extrusion ausläuft und dann kommt der Blob. Mysteriös…
bei Advance 100 bekomme ich an den Ecken nur noch gestotter 🙂 scheint also zu funktionieren
Meine Macrokamera habe ich erst am Donnerstag wieder, daher sehr bescheide Fotos
Attachments:
26. April 2016 um 18:06 Uhr #1207AdministratorDas sieht doch schon ganz anständig aus! Das Ooze Feature kannst du beim E3D vermutlich deaktivieren, ein schneller, kurzer Retract reicht hier aus, um Fadenbildung vorzubeugen.
Läuft dein Heizbett mit PID oder Totzeitregelung?
Du kannst dann noch versuchen, deine Temperaturregelung „ruhiger“ zu bekommen mit PID und Autotune. Dann werden deine Seitenwände noch gleichmäßiger.vincent.
26. April 2016 um 21:18 Uhr #1208Teilnehmermein Heizbett läuft über bang bang da es ein 230V über ssr ist. PID funktioniert da wohl nicht oder ?
Habe jetzt aber ein neues Problem: habe mit genau diesen Einstellungen nun versucht zwei Objekte nebeneinander zu drucken und bekomme lange, viel zu schnelle Retracts mit Schrittverlusten beim wechsel zwischen den beiden Objekten. Es knarzt richtig im Extruder. ich habe den Eindruck , das der Extruder den gesamten travel schnell rückwärts läuft. Dann kommt erst mal nix mehr aus der Düse, braucht dann zirca 2cm „Druck“ bis es wieder gescheit extrudiert, bis zum nächsten längerem travel. Kann das mit dem Advance zusammen hängen?
Philipp
-
AutorBeiträge




- Du musst angemeldet sein, um auf dieses Thema antworten zu können.