Übersicht aller Bauschritte
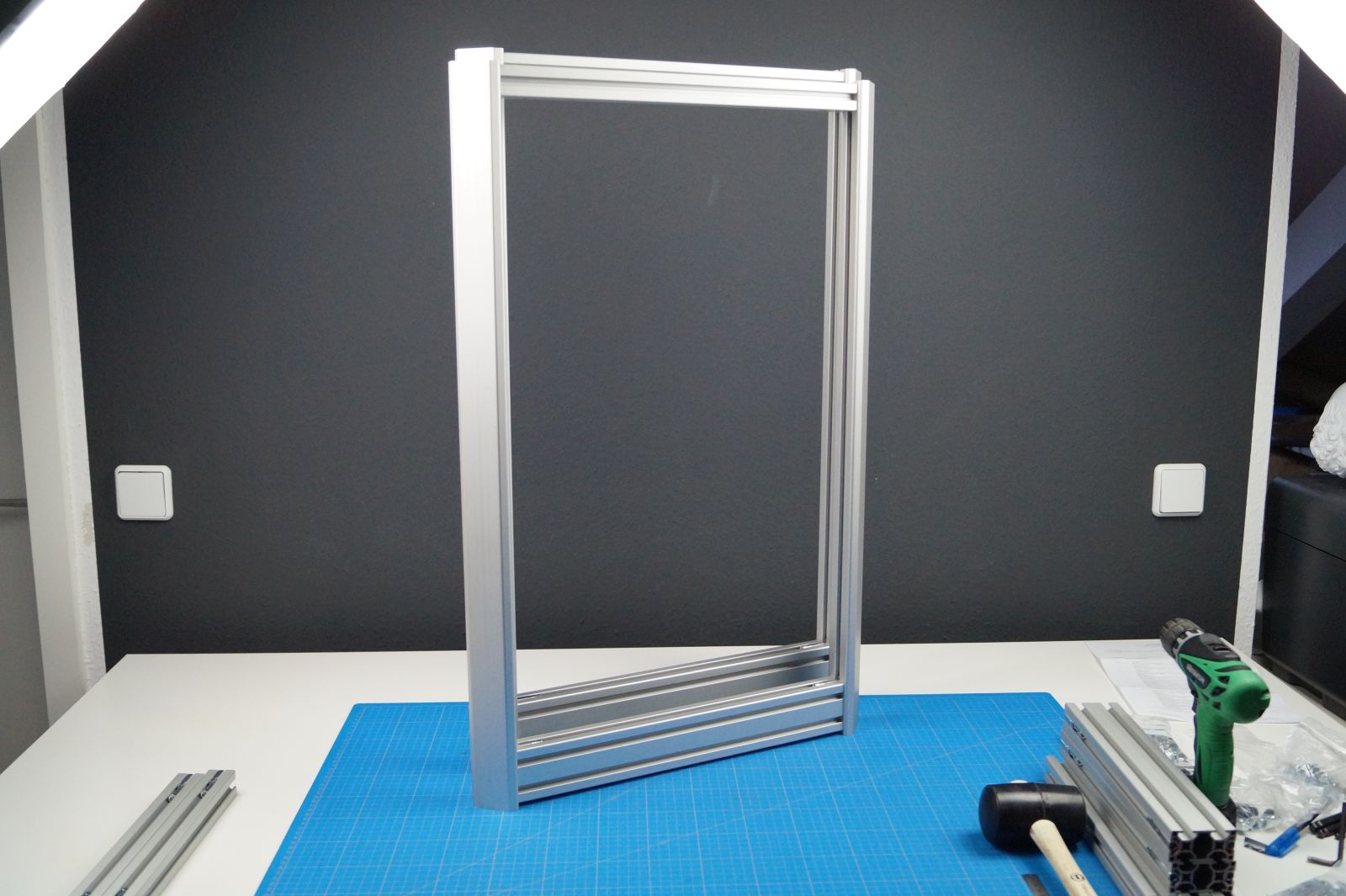
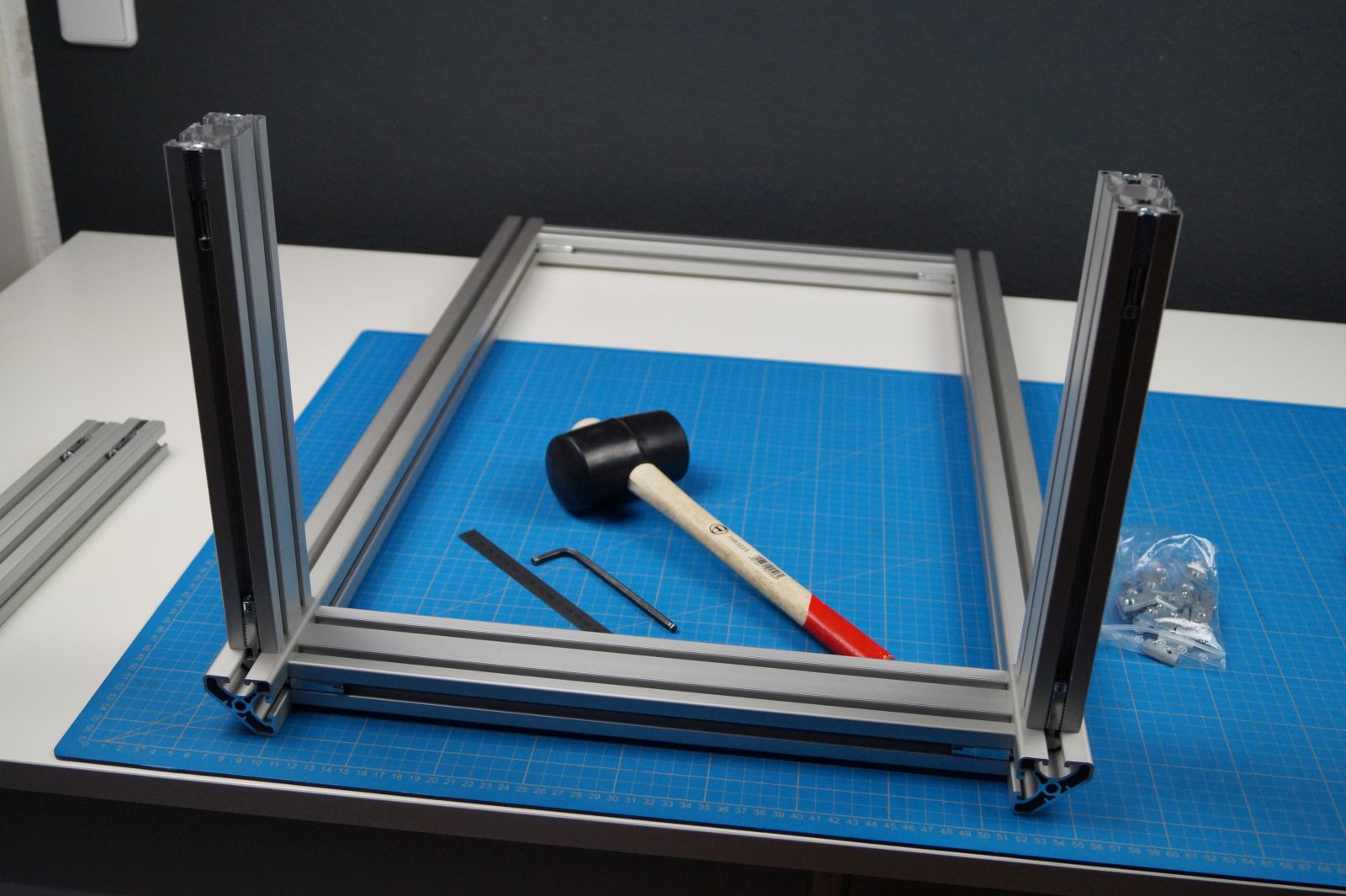
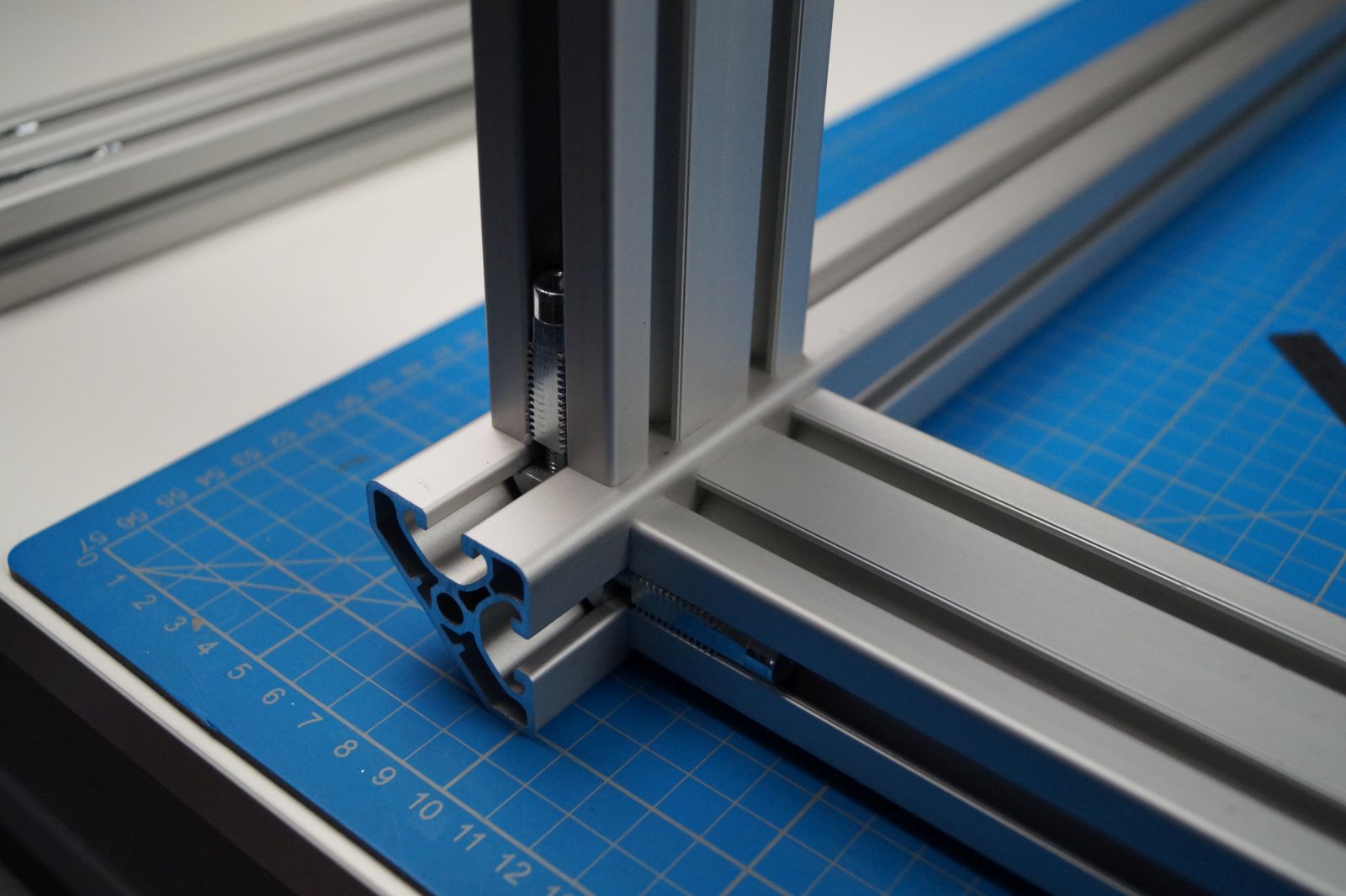
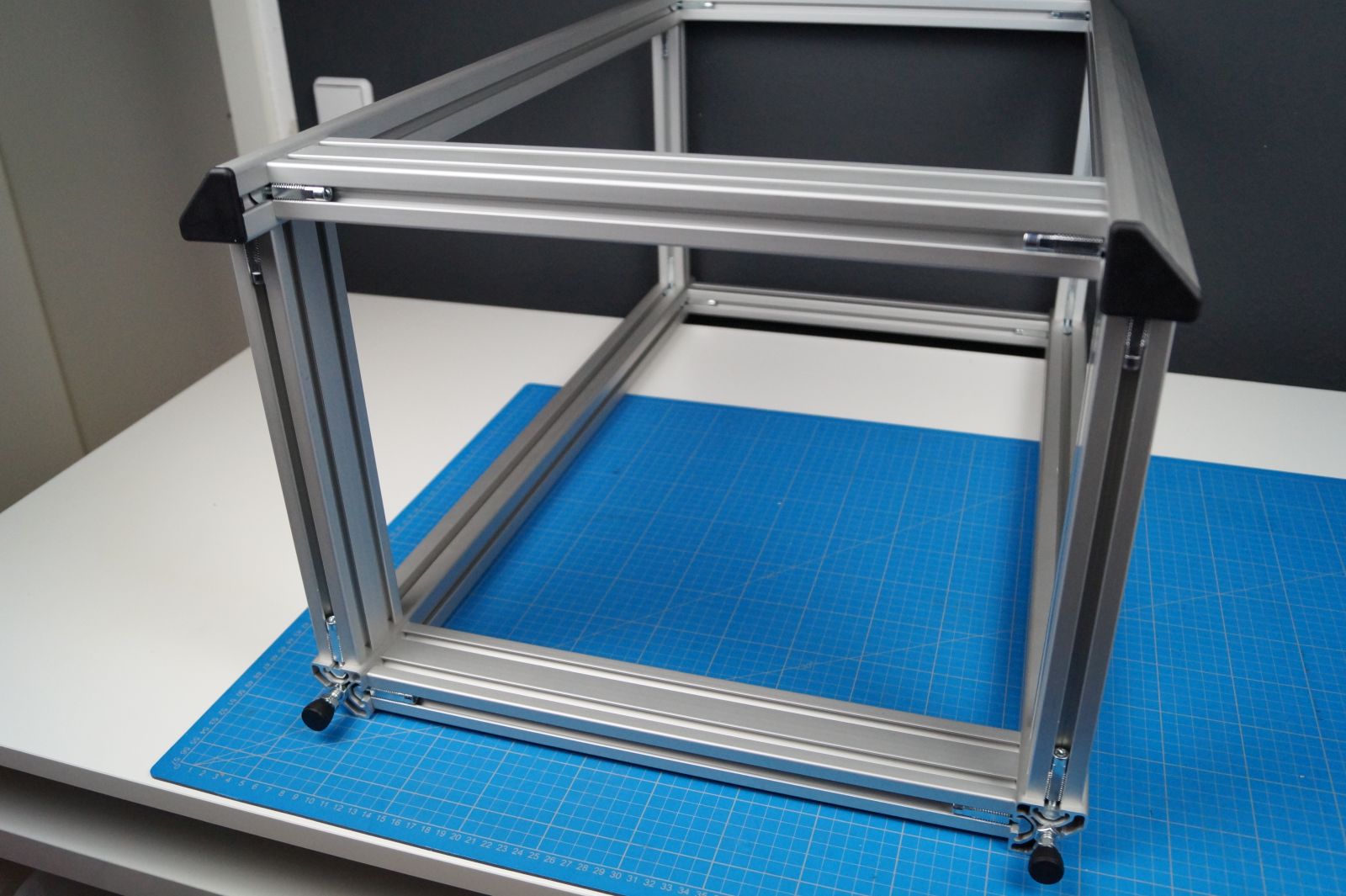
#1 Rahmen
#2 XY-Achse
#3 Z-Achse
#4 Elektronik
#5 Druckkopf
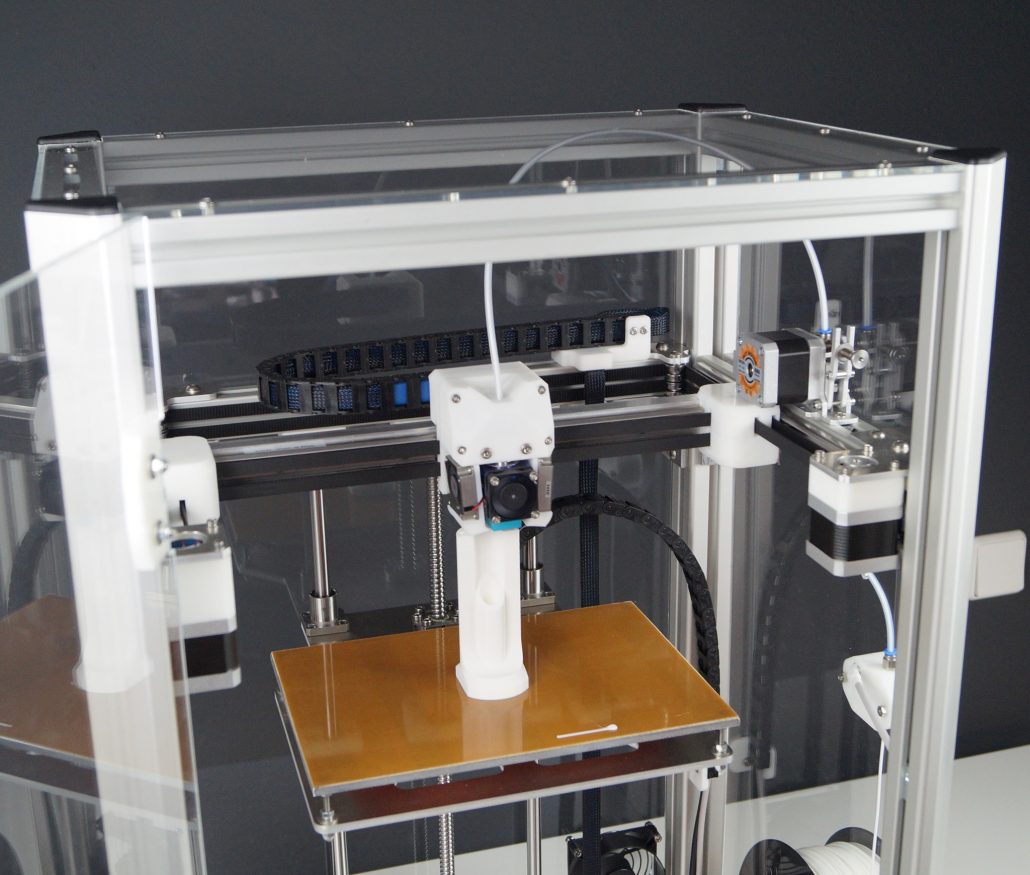
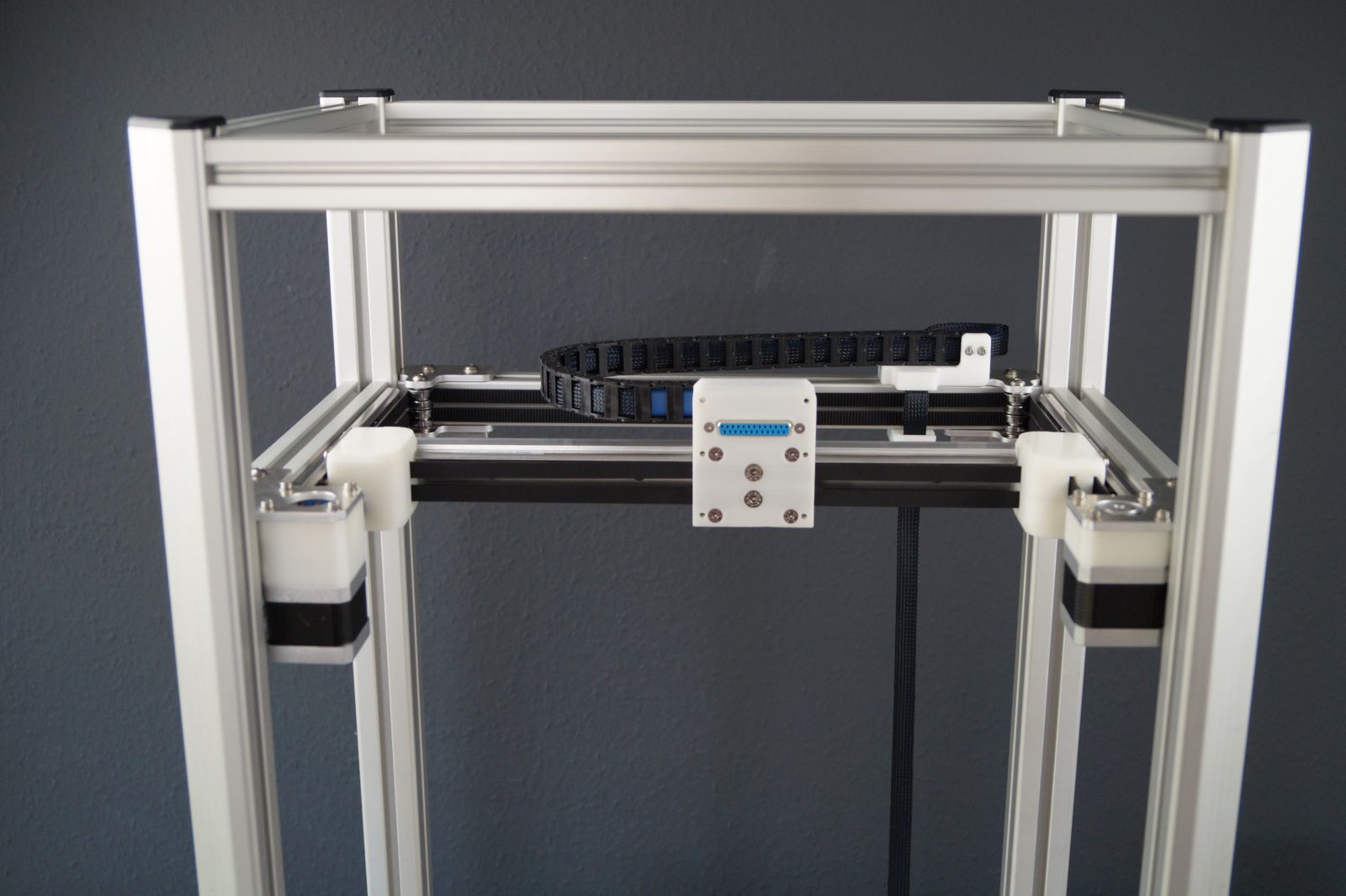
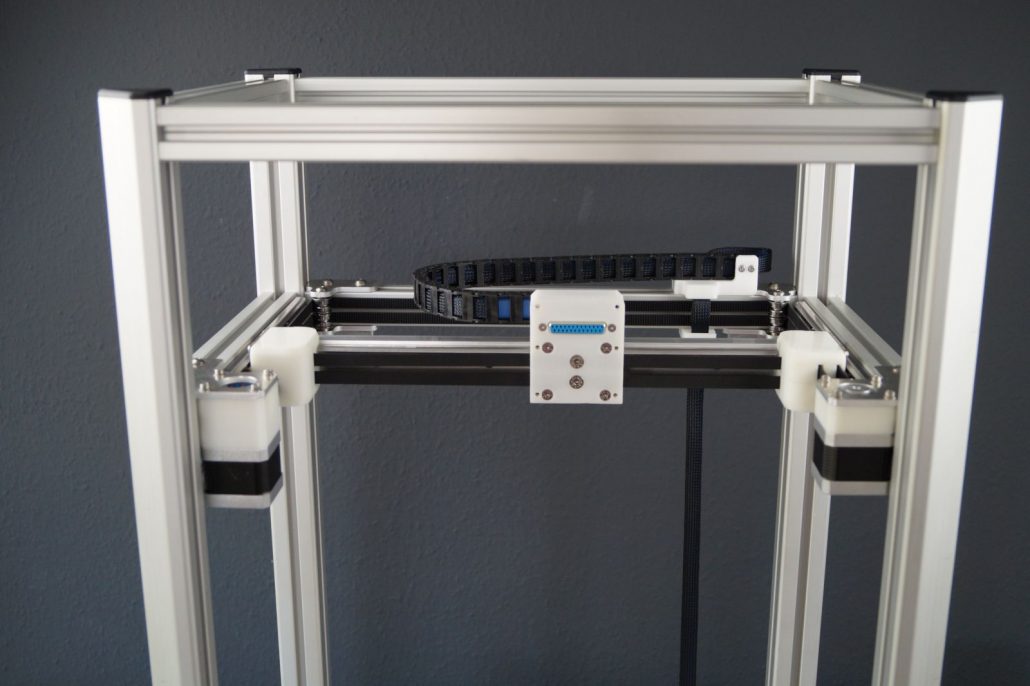
XY-Achse – sparkcube EDGE
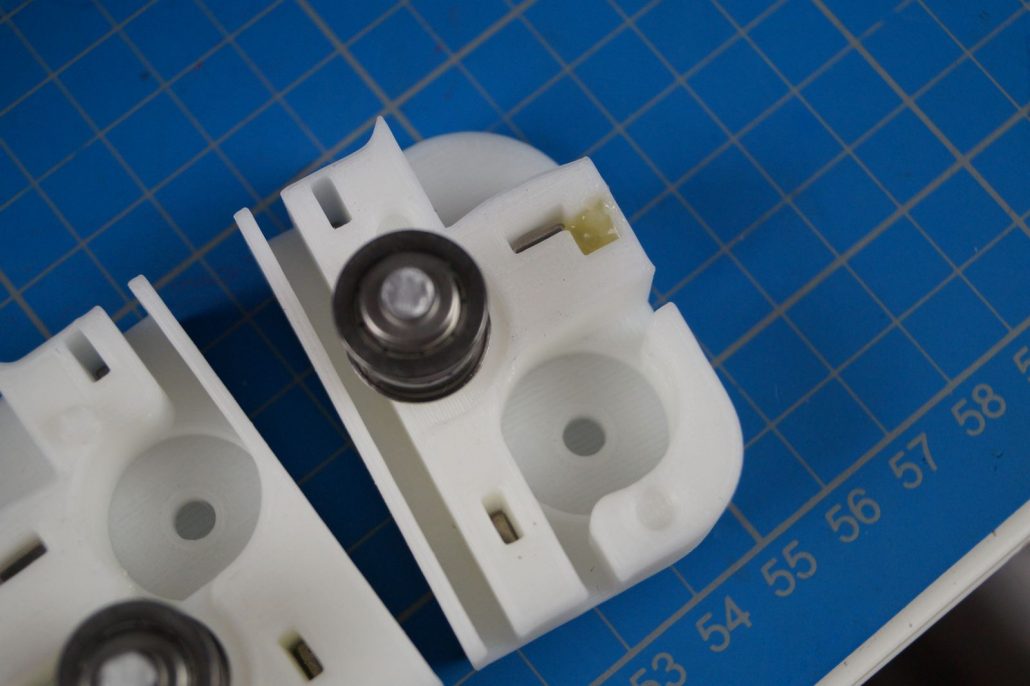
Die Verbindungsteile zwischen Y- und X Achse heißen „X-Ends“. Bei der Montage gibt es einige Details zu beachten, ansonsten droht unter anderem der Defekt der Führungen!

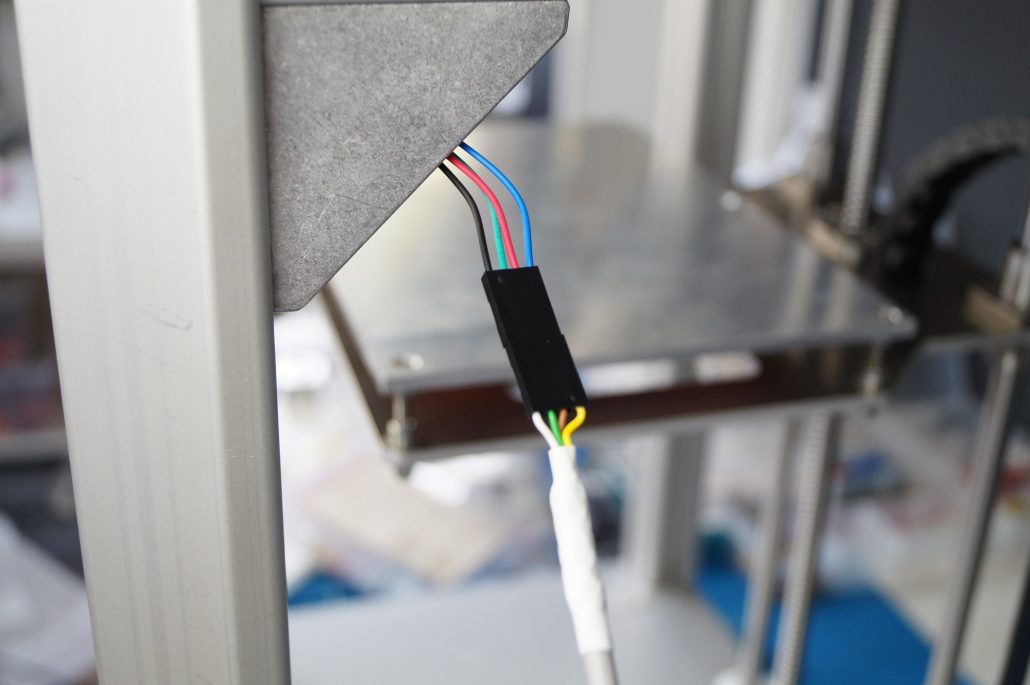
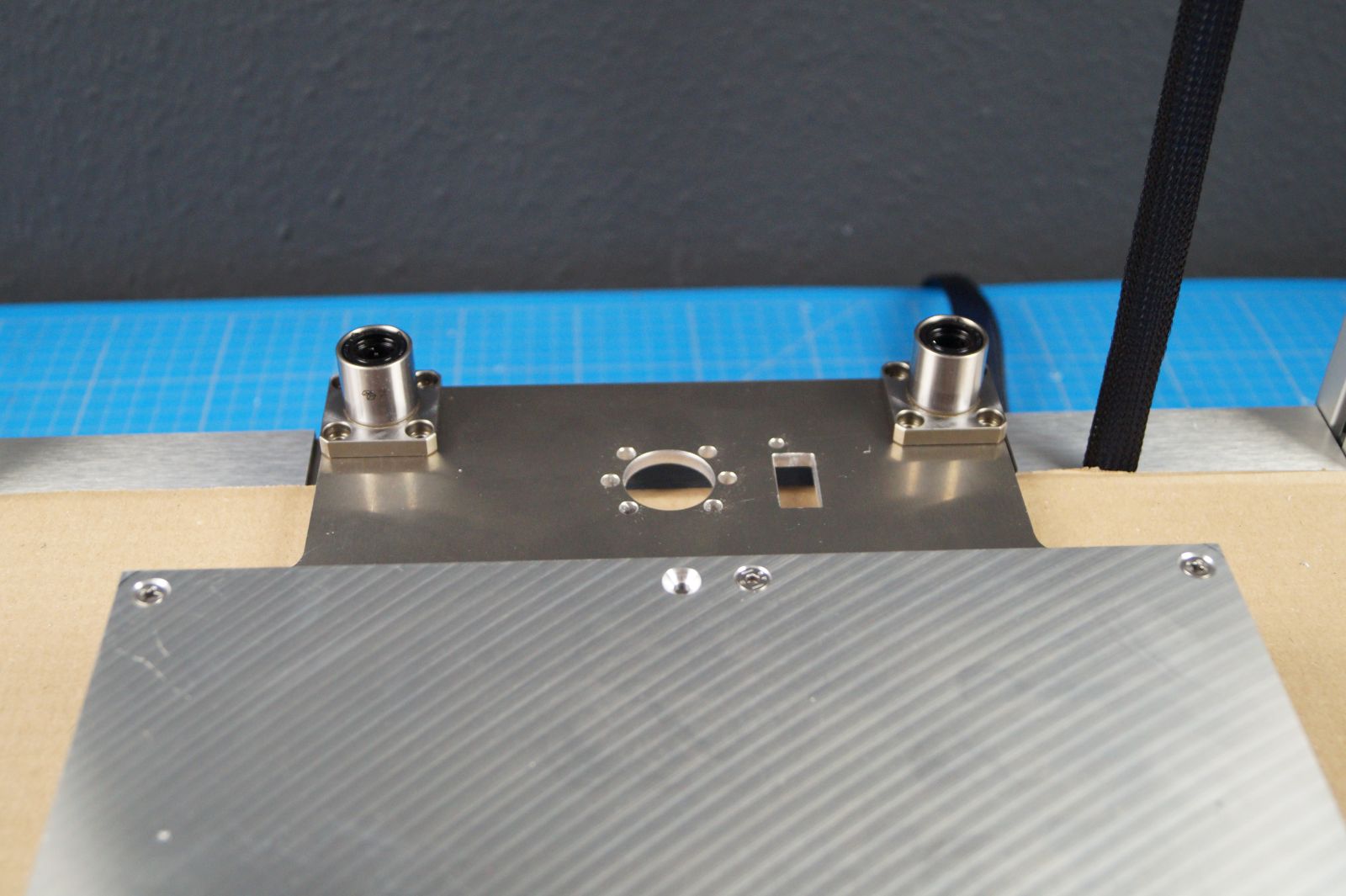
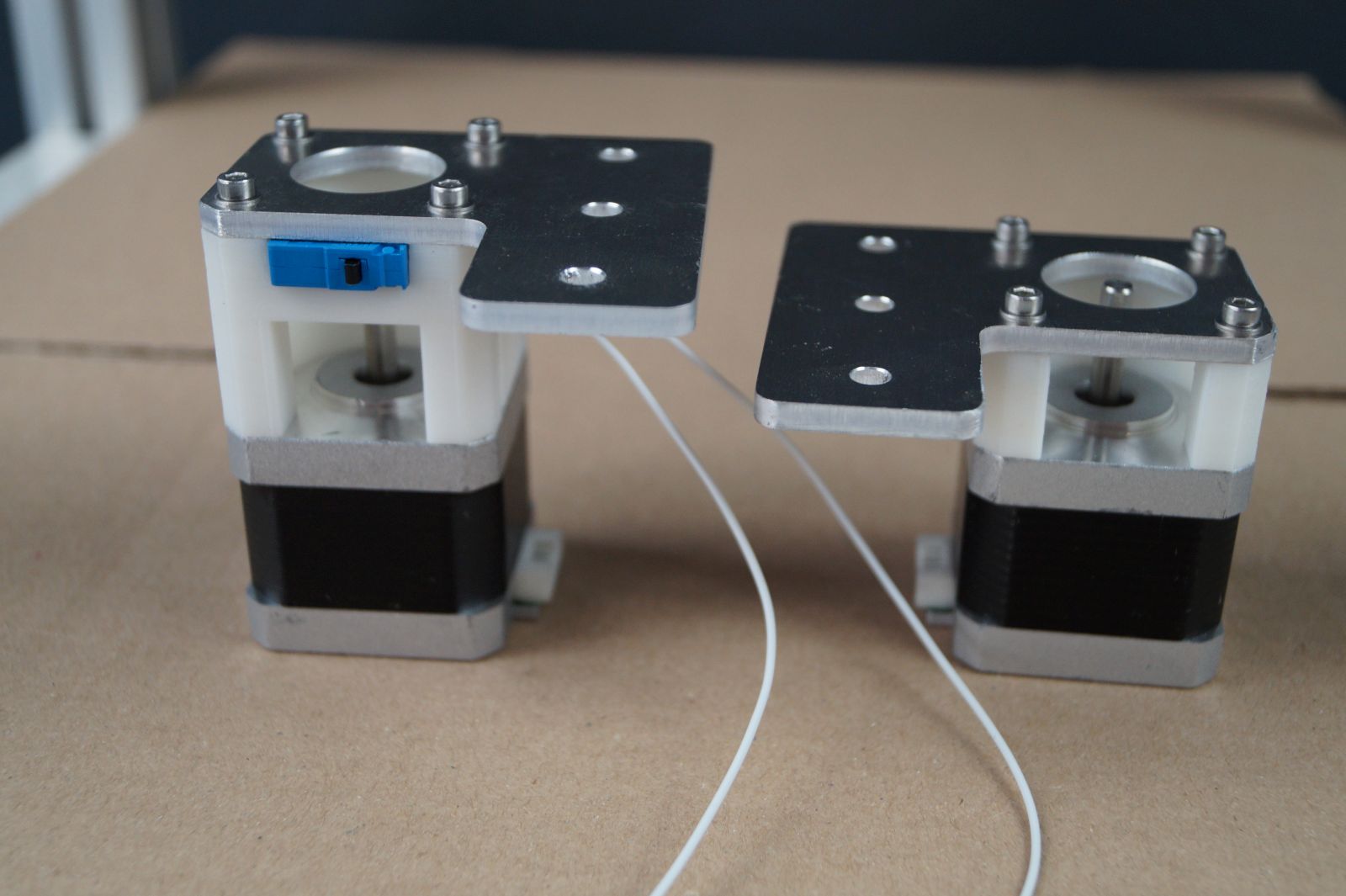
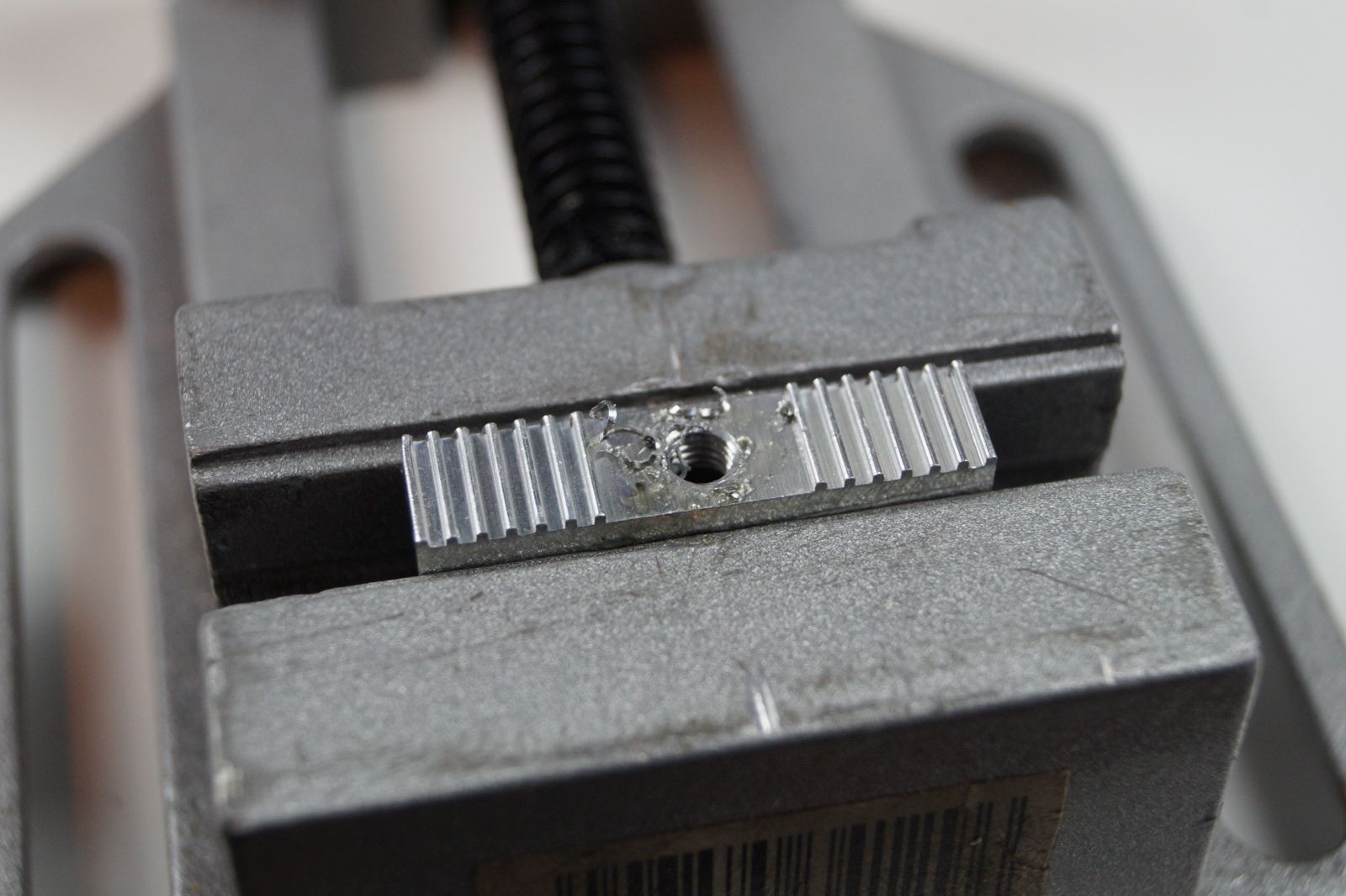
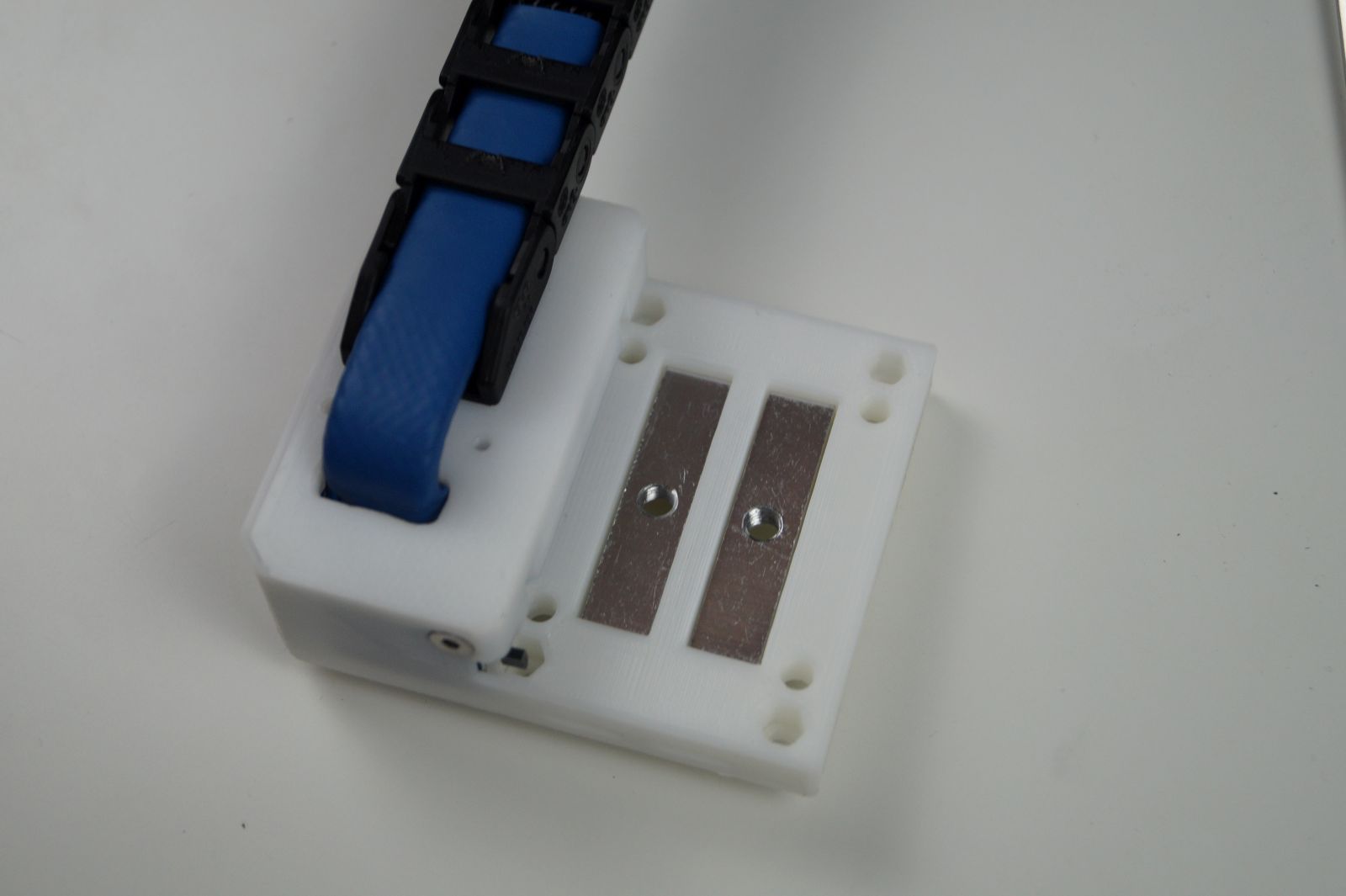
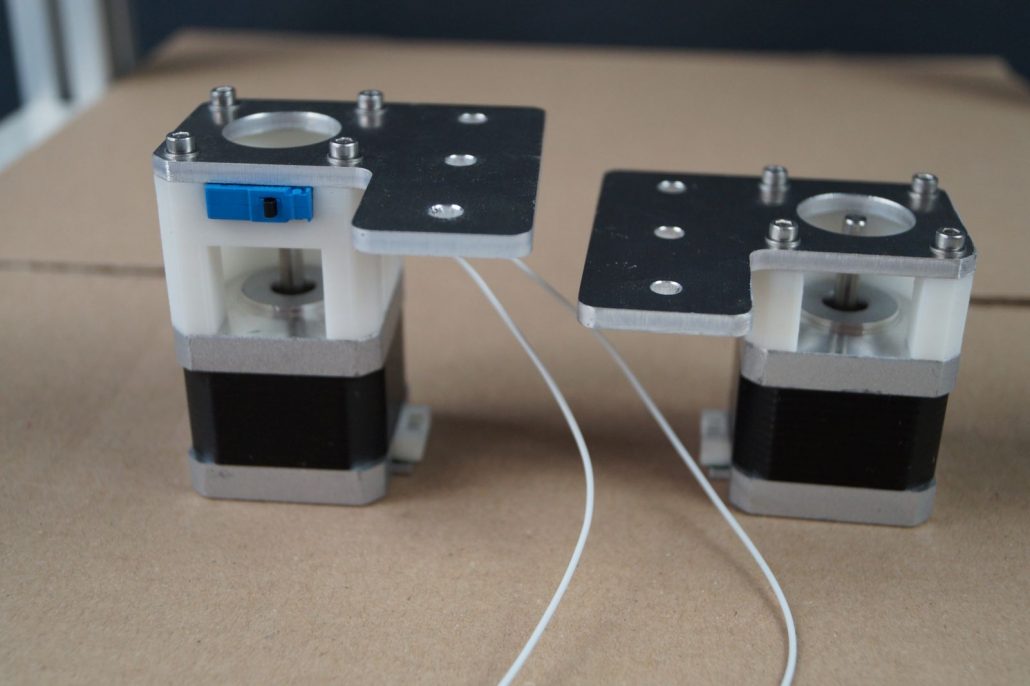
Das X-End oben rechts nimmt einen 5x5x5mm Neodym Magneten auf, der als Gegenspieler für den Hall-E Endstop im X-Schlitten dient. Dieser wird mit Epoxy o. ä. fixiert. Auch zu sehen, die 2 M3 Vierkant Muttern und die M4 Vierkant Mutter, die in jedem X-End verbaut werden müssen.
Es gibt nur eine richtige Ausrichtung des Magneten. Vorher mit dem Hall-Endstop ausprobieren. Ansonsten löst der Endschalter nicht aus.
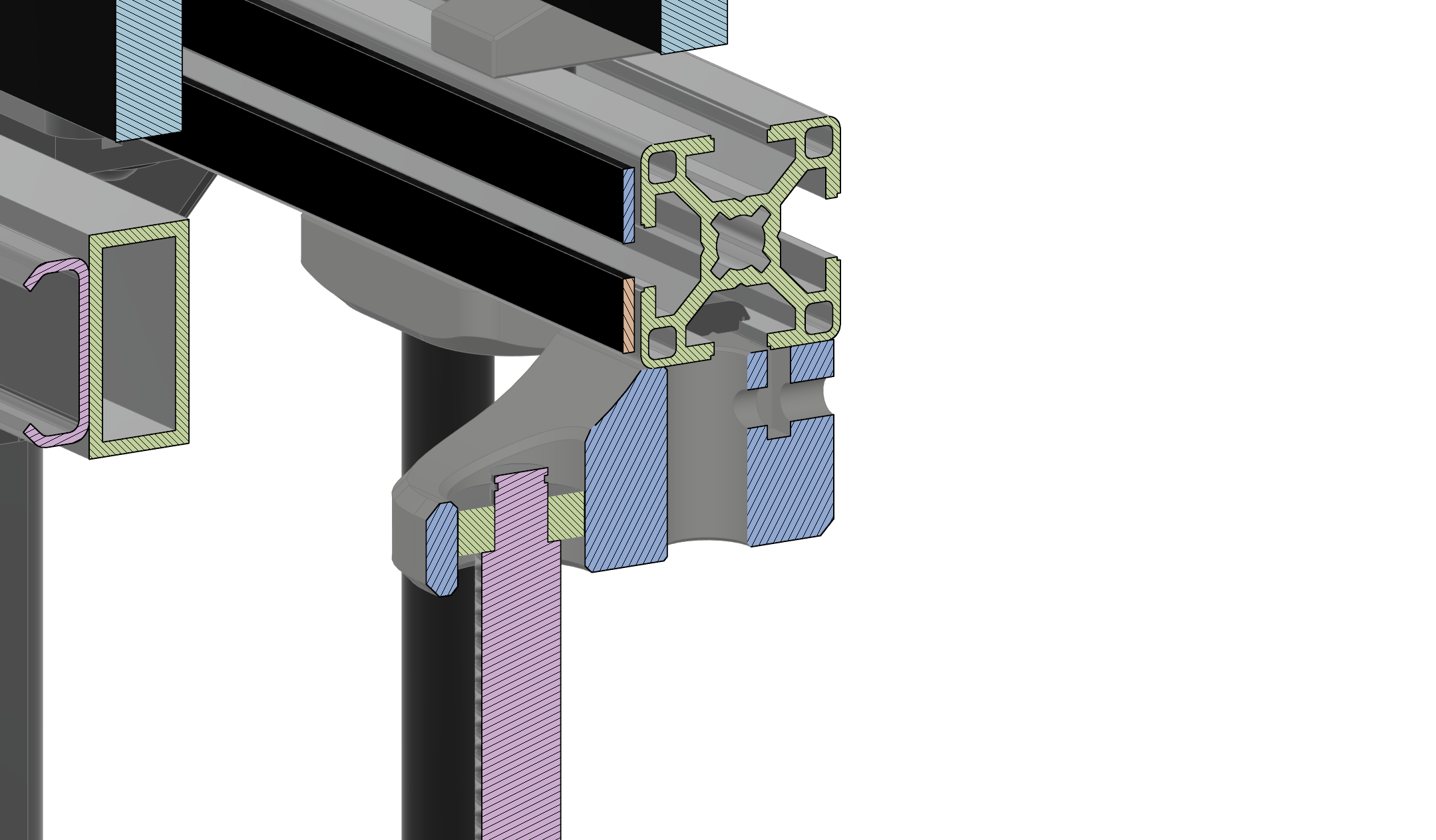
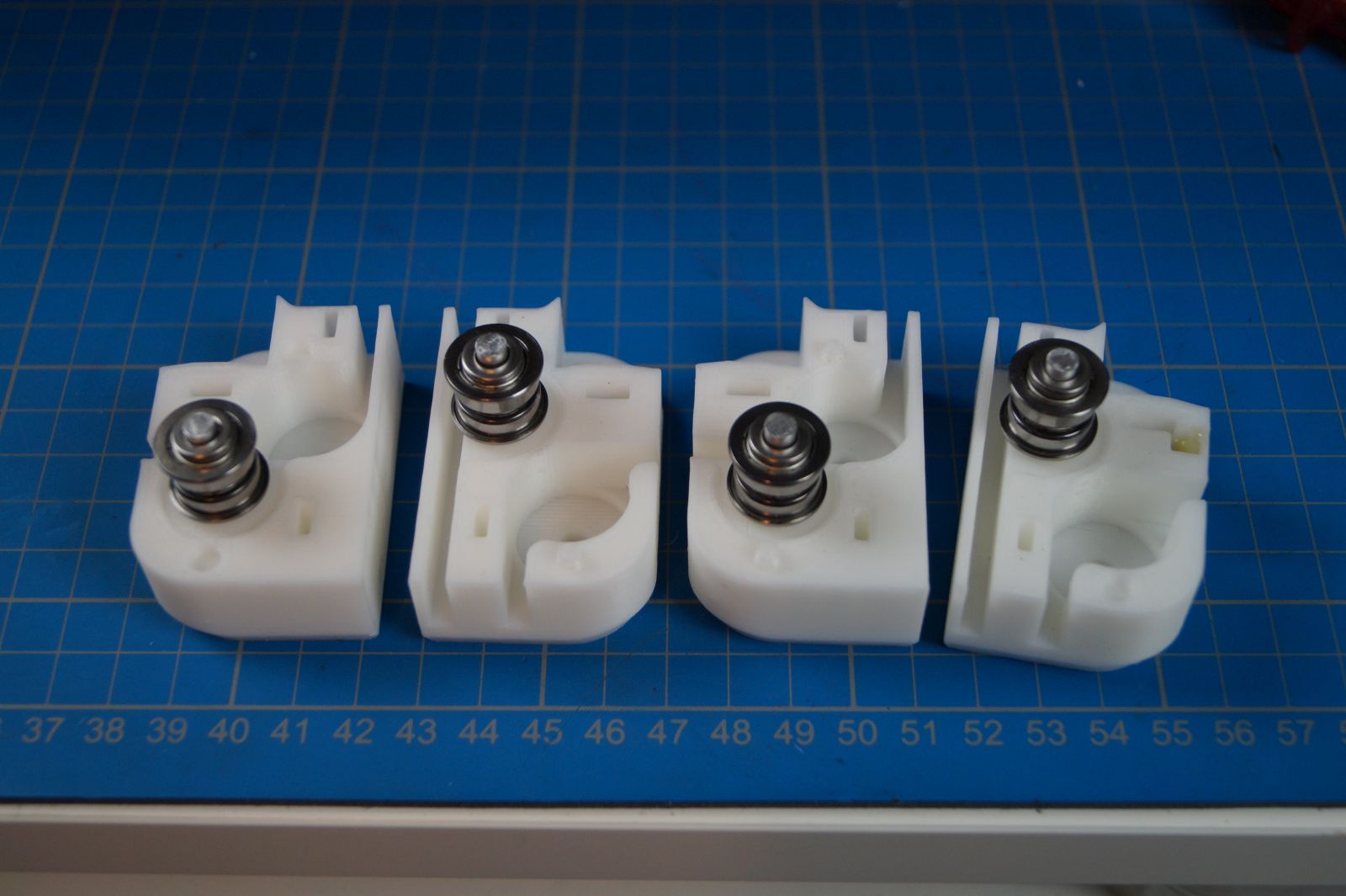
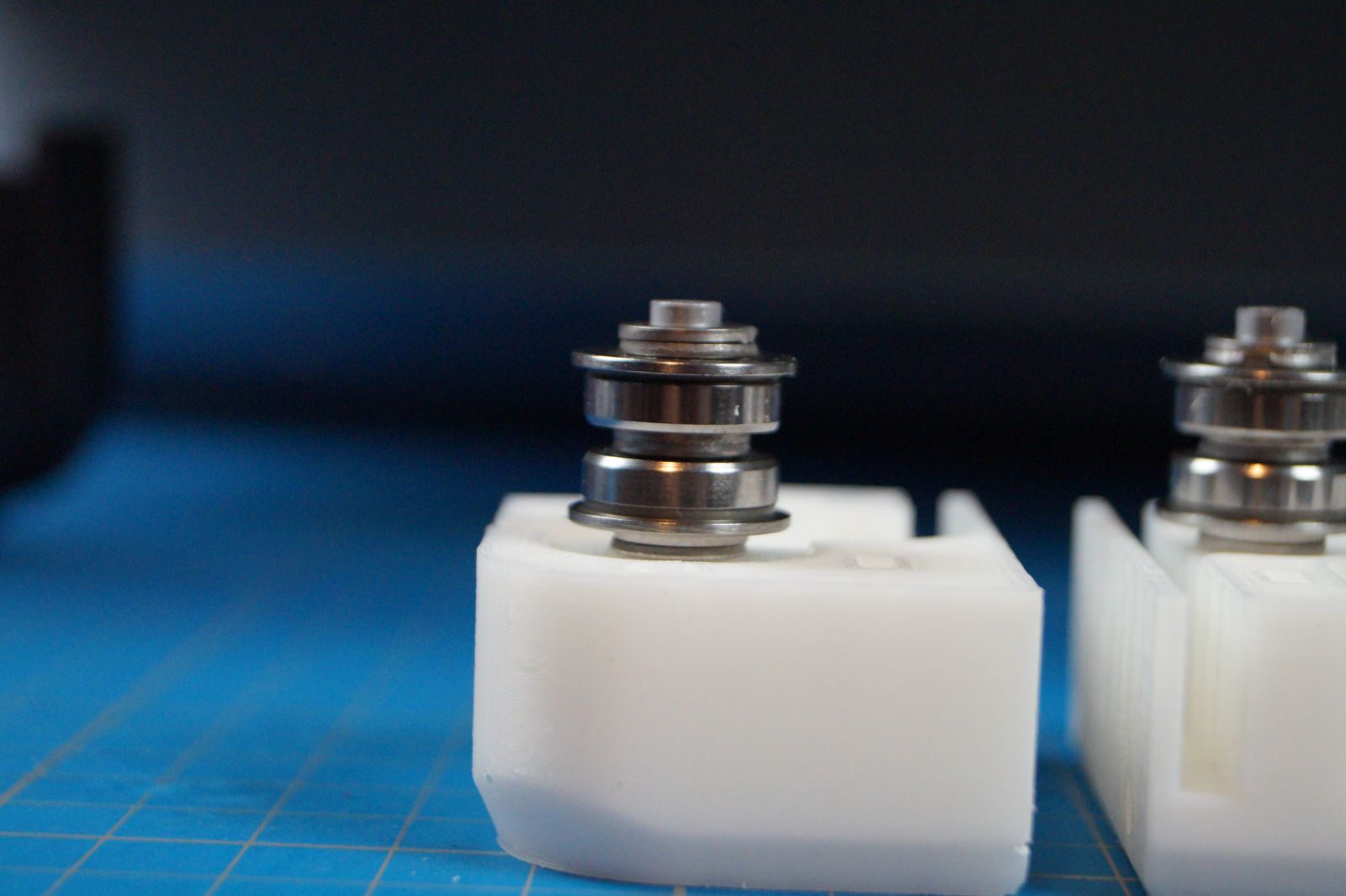
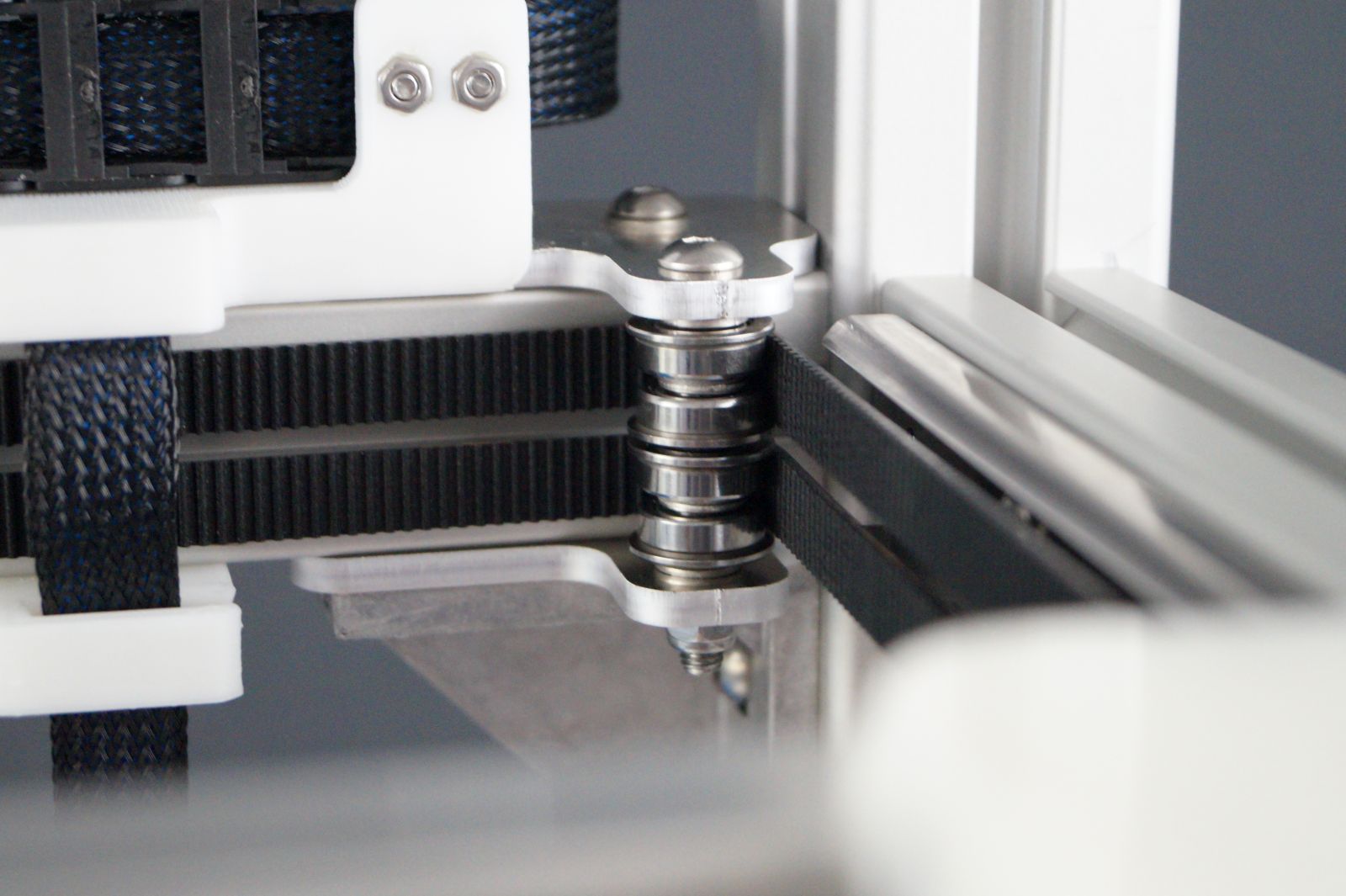
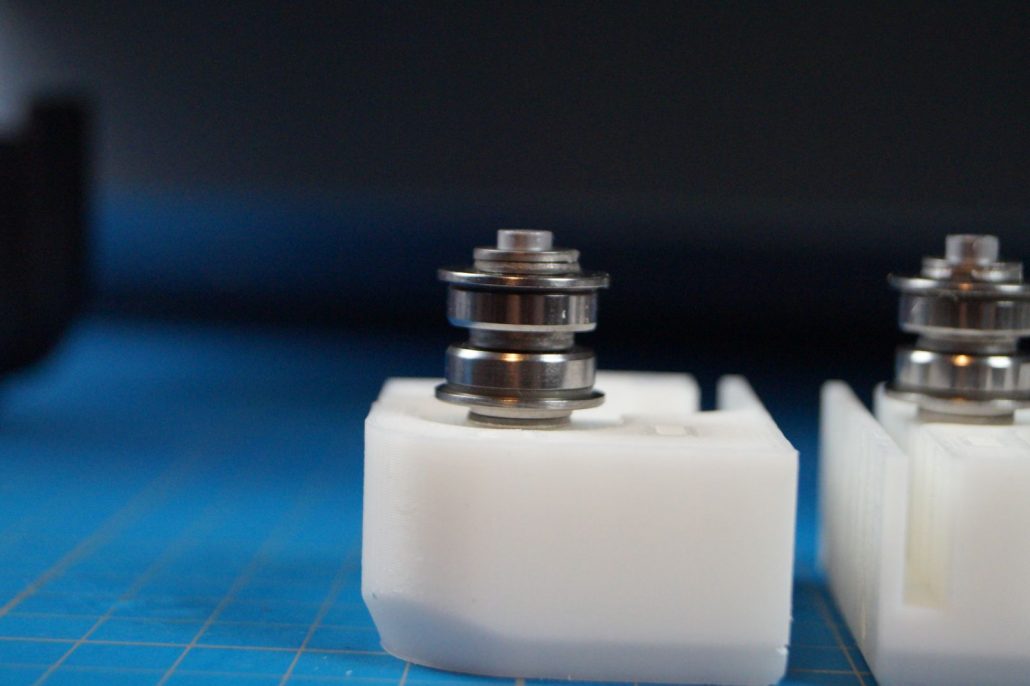
Im Bild gezeigt ist die Variante mit F605ZZ Kugellagern als Umlenkrollen. Optional gibt es die X-Ends auch für die GT2 Umlenkrollen. Ich empfehle die gezeigte Variante, da die Qualität der erhätlichen GT2 Umlenkrollen unzureichend ist. Der Aufbau ist jeweils: 2 Din125 M5 Scheiben – Kugellager – 2 Din125 M5 Scheiben – Kugellager – 2 Din125 M5 Scheiben.
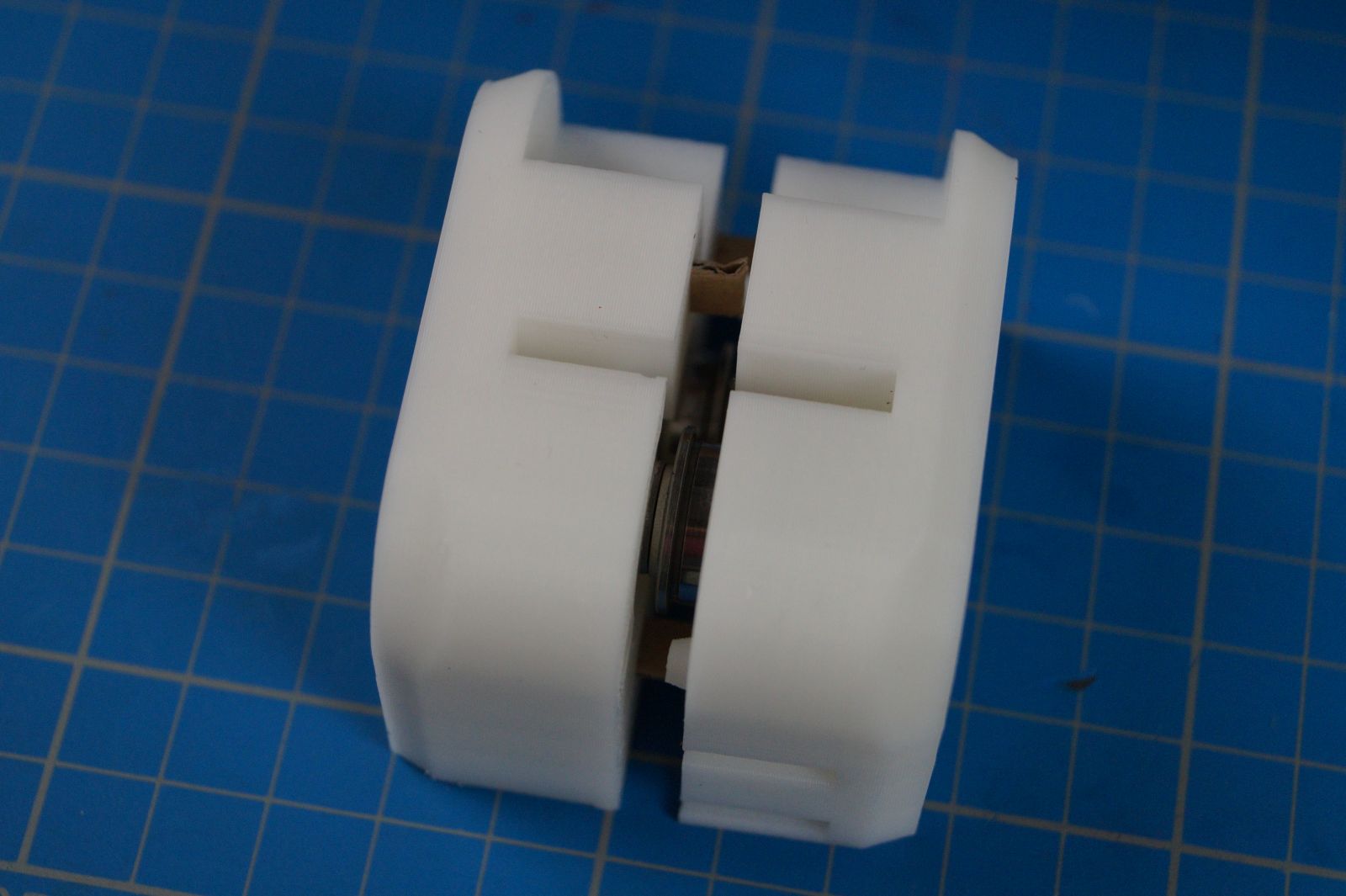
Man kann die Vierkantmuttern in Position kleben, oder aber wie gezeigt Karton zurecht schneiden, damit die Muttern vor dem Einbau nicht in der Nut herumrutschen. Erleichtert dein Einbau enorm!
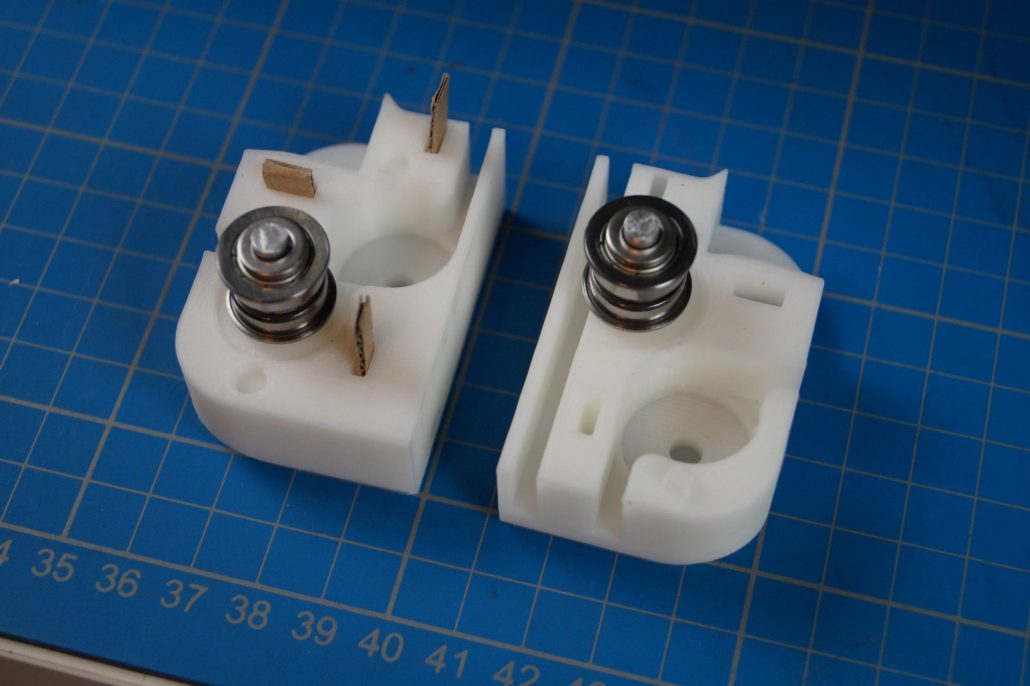
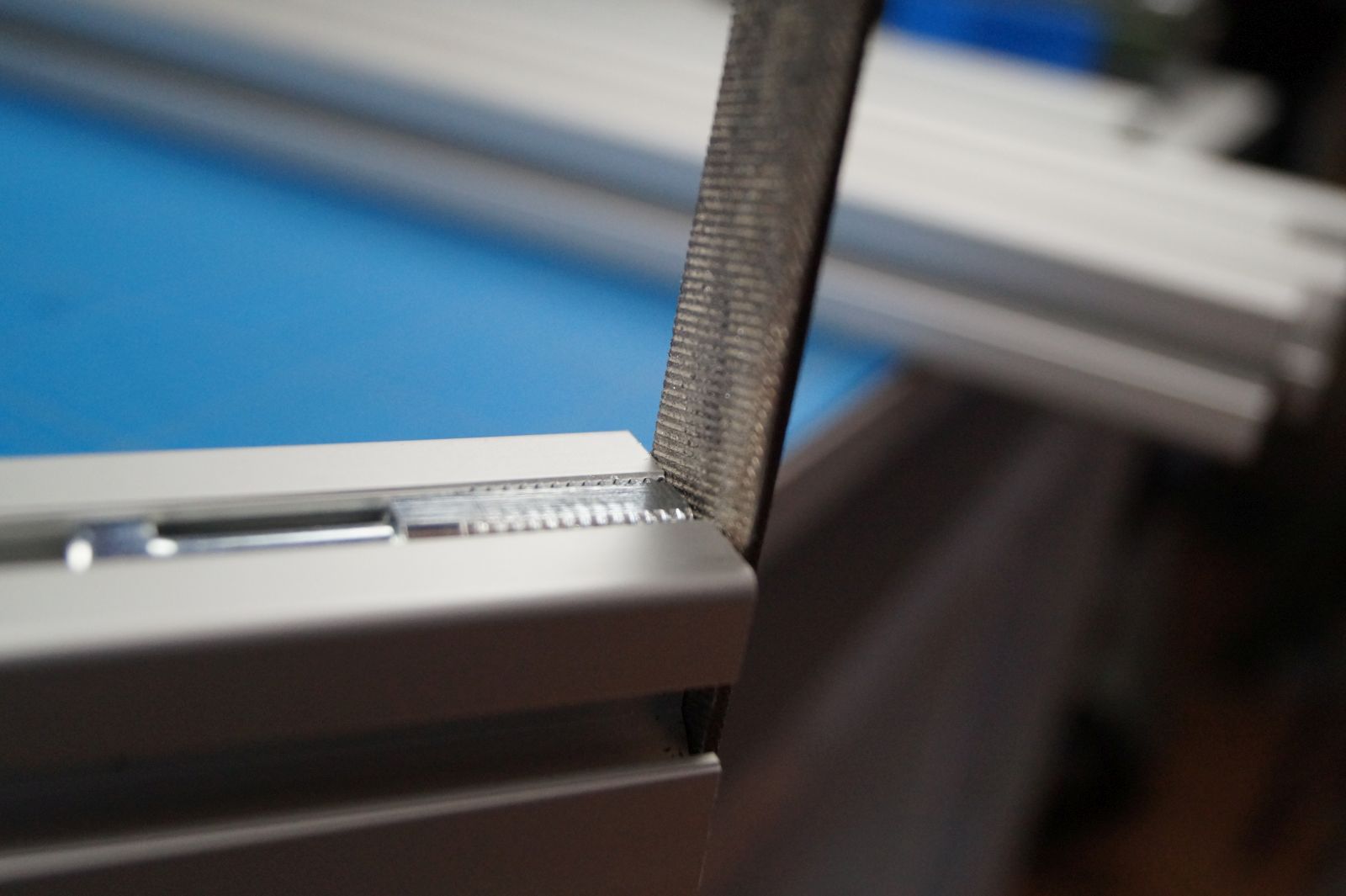
Herstellungsbedingt können kleine „Knubbel“ oder „Blobs“ auf der Oberfläche der X-Ends sein. Diese vorher mit Feile oder Sandpapier entfernen, damit die X-Endhälften sauber zusammenpassen. Auch die Anschraubfläche an den Führungsschlitten sollte auf die gleiche Art entgratet werden.
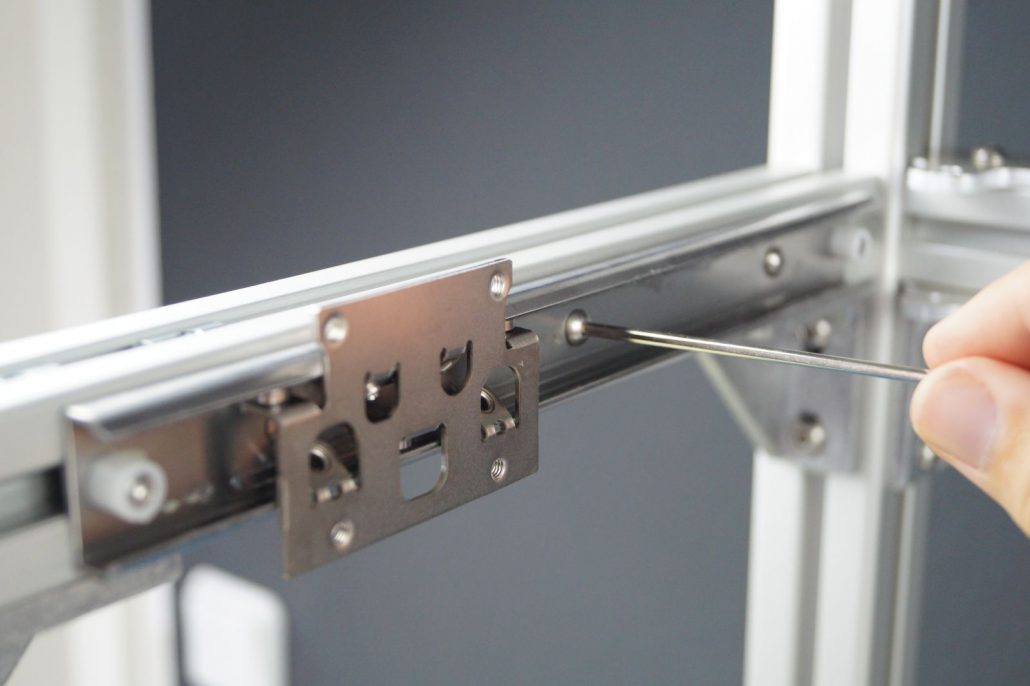
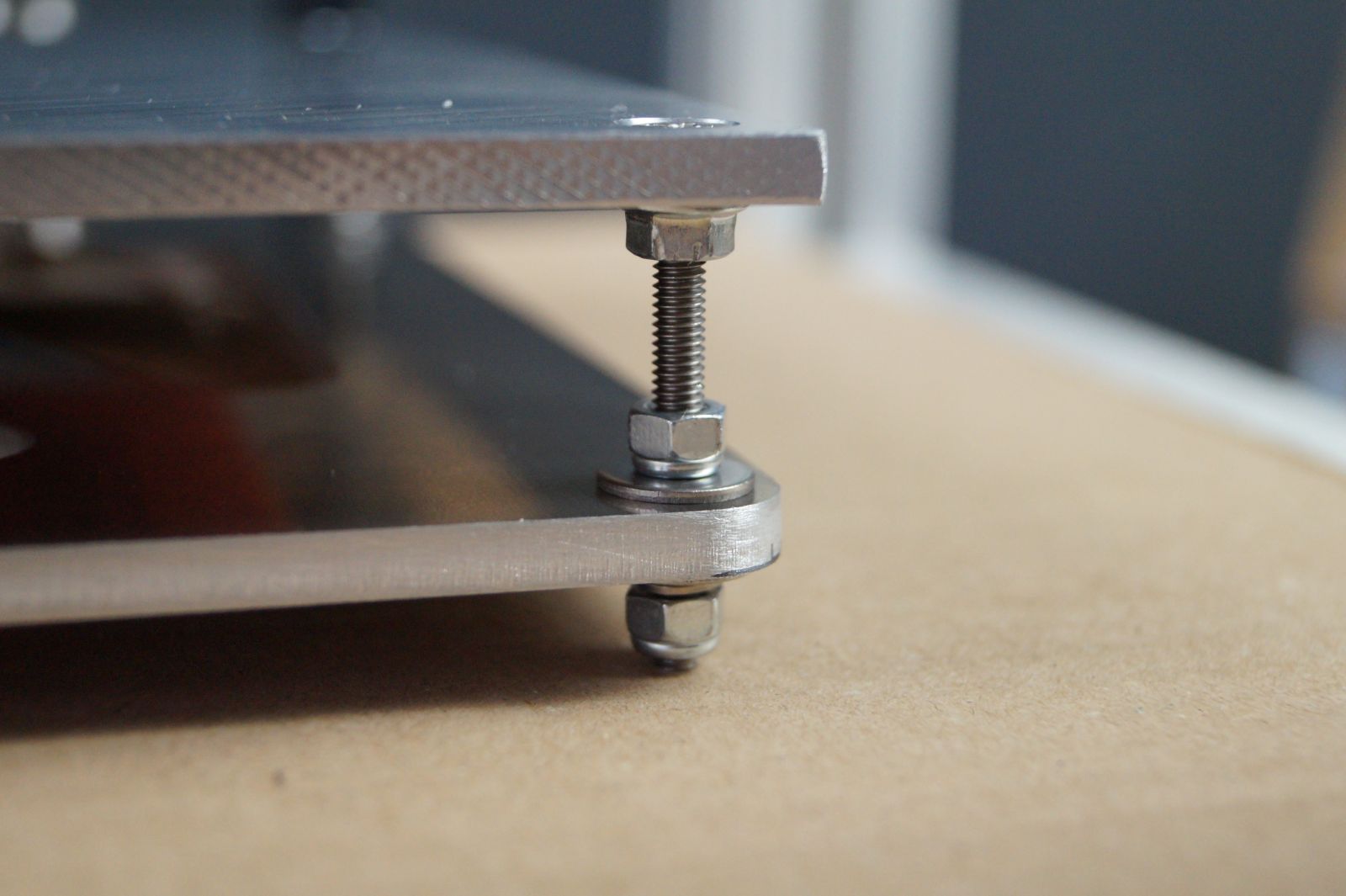
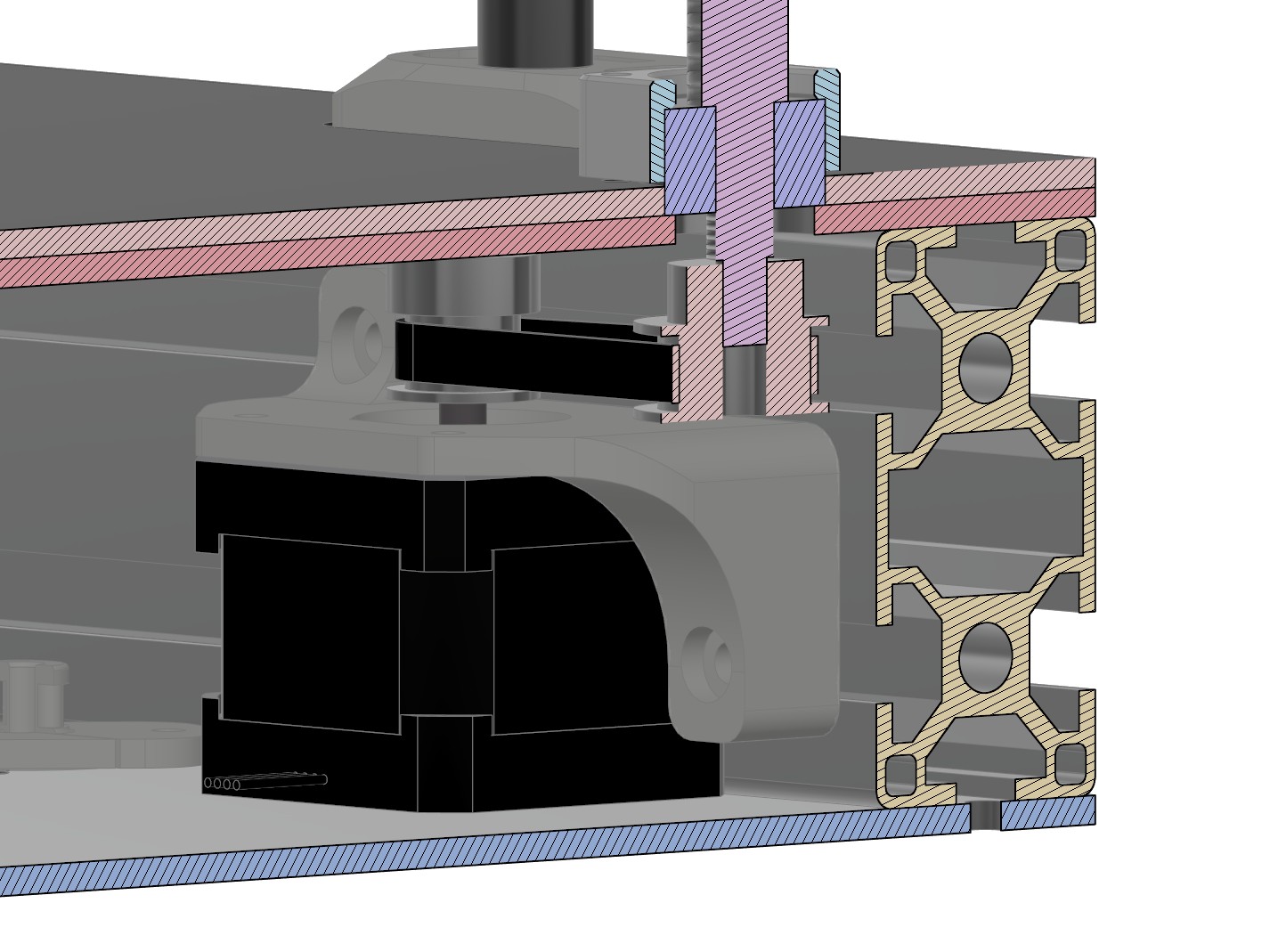
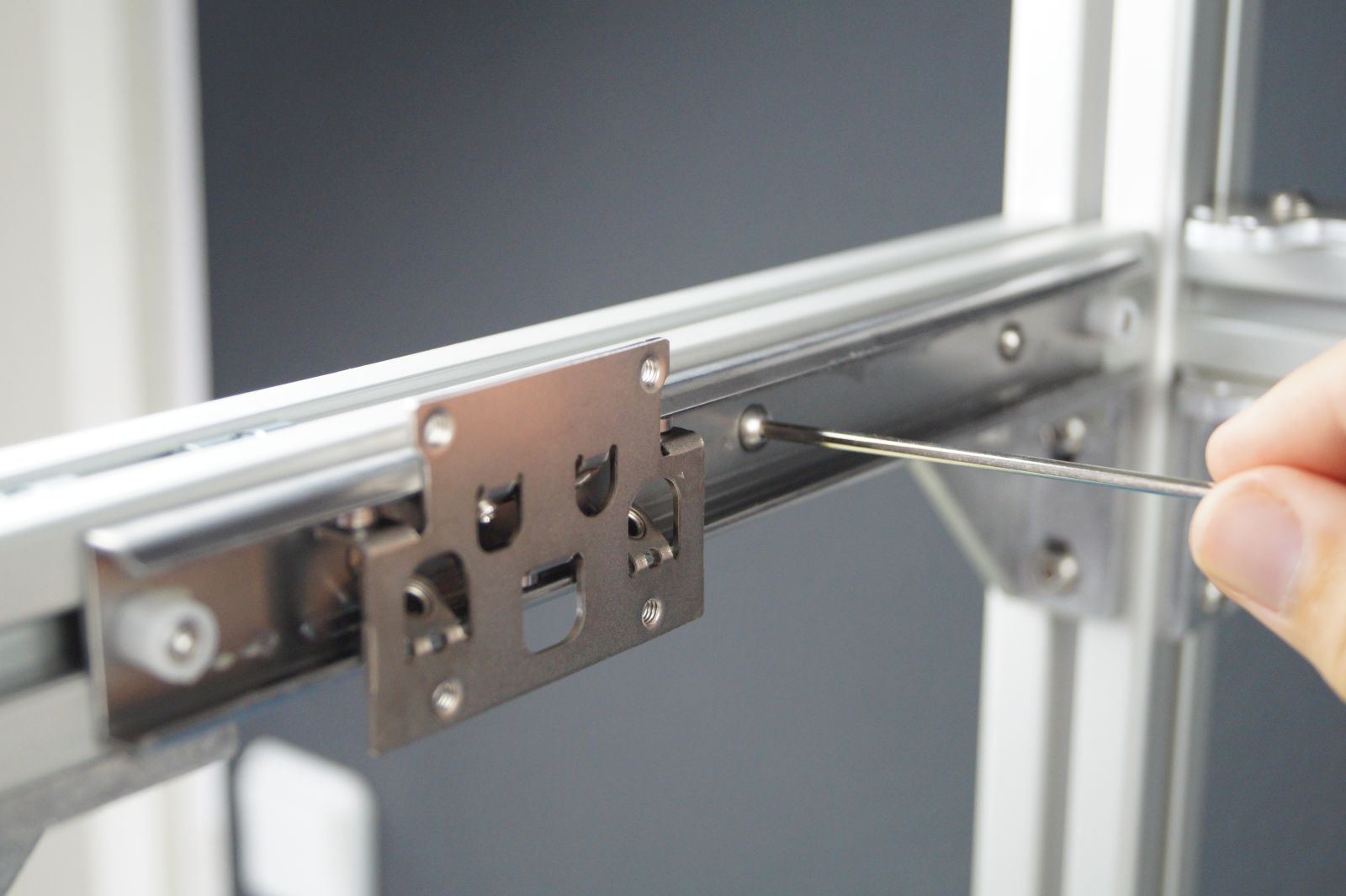
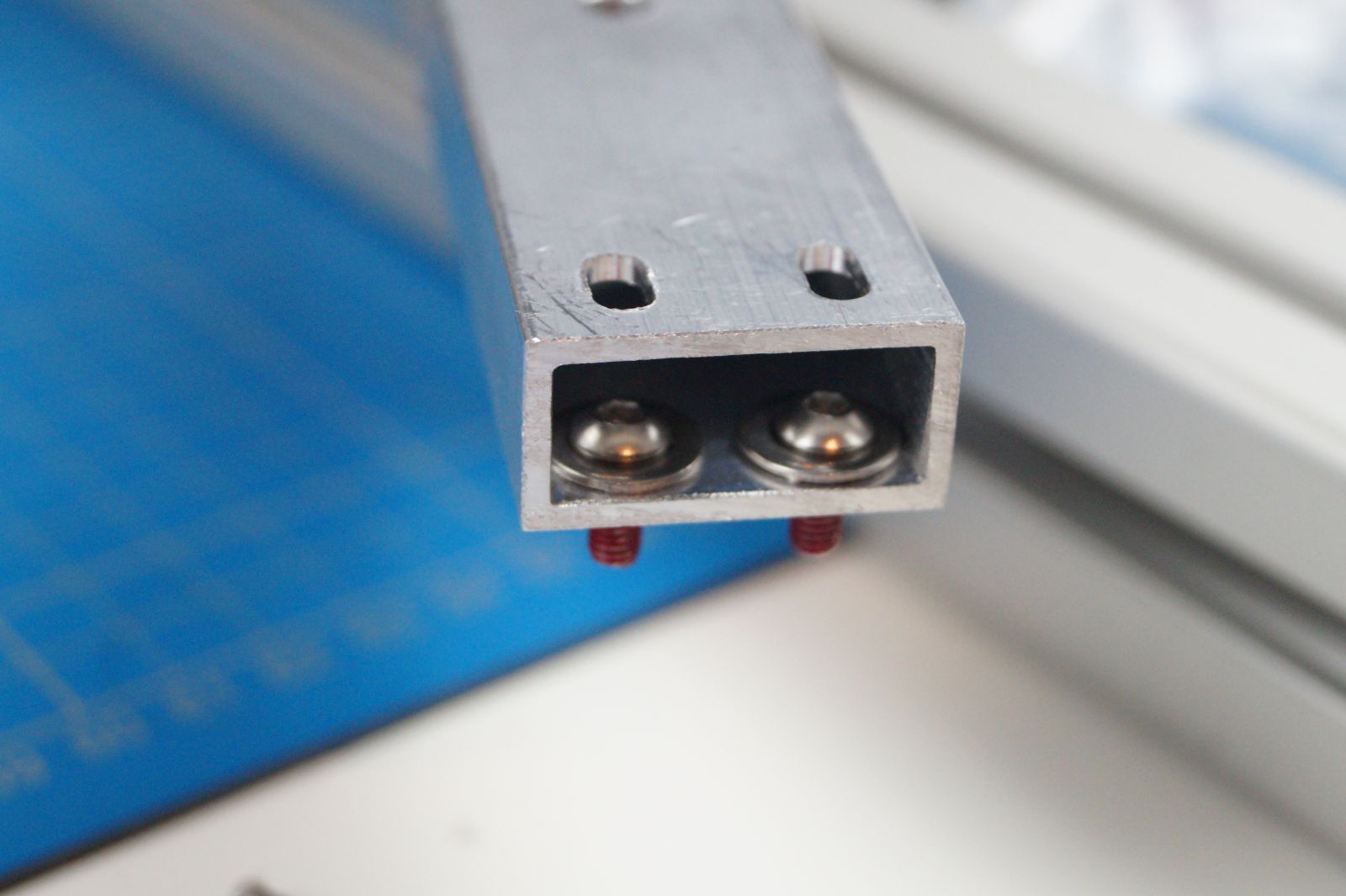
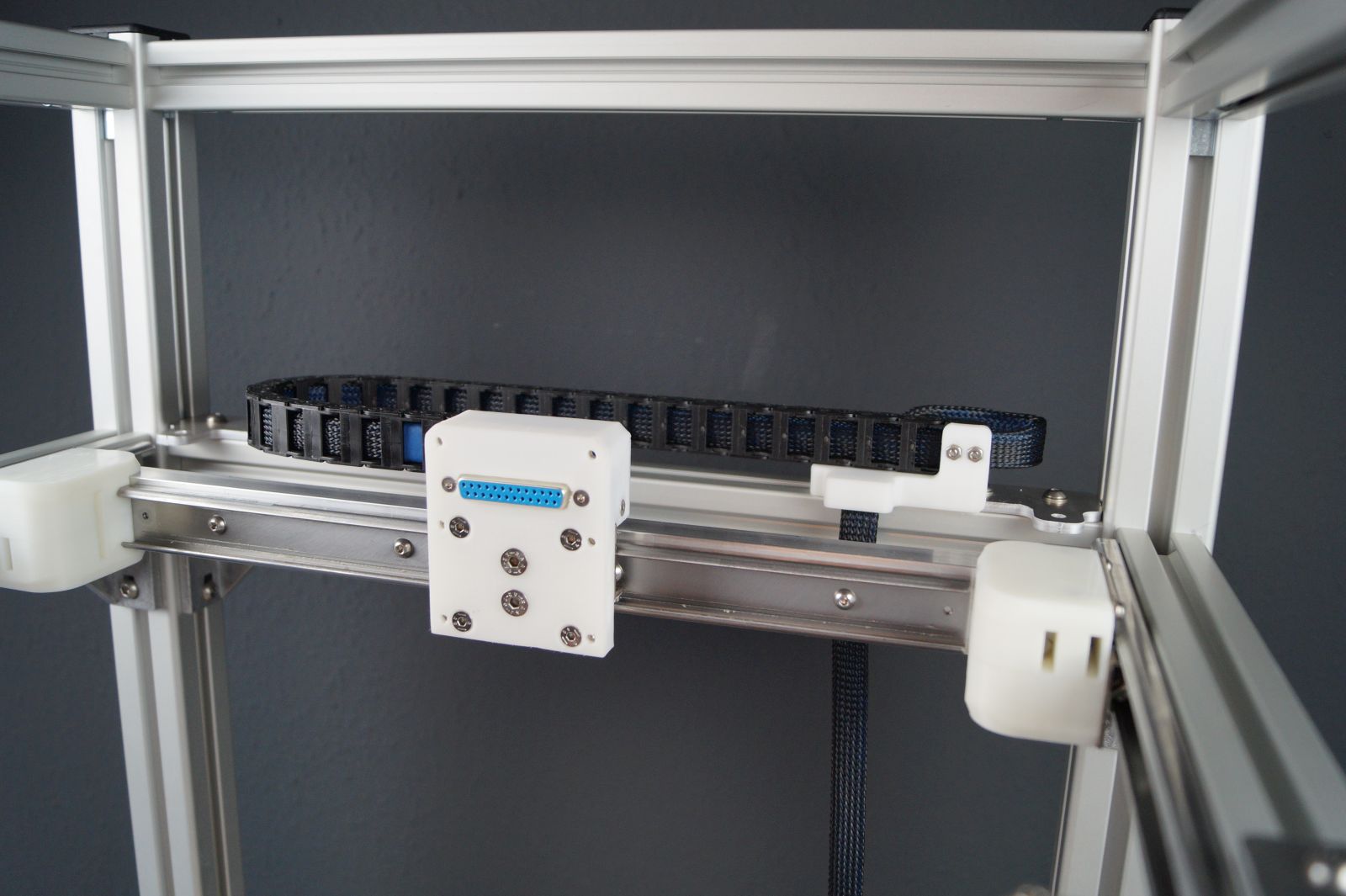
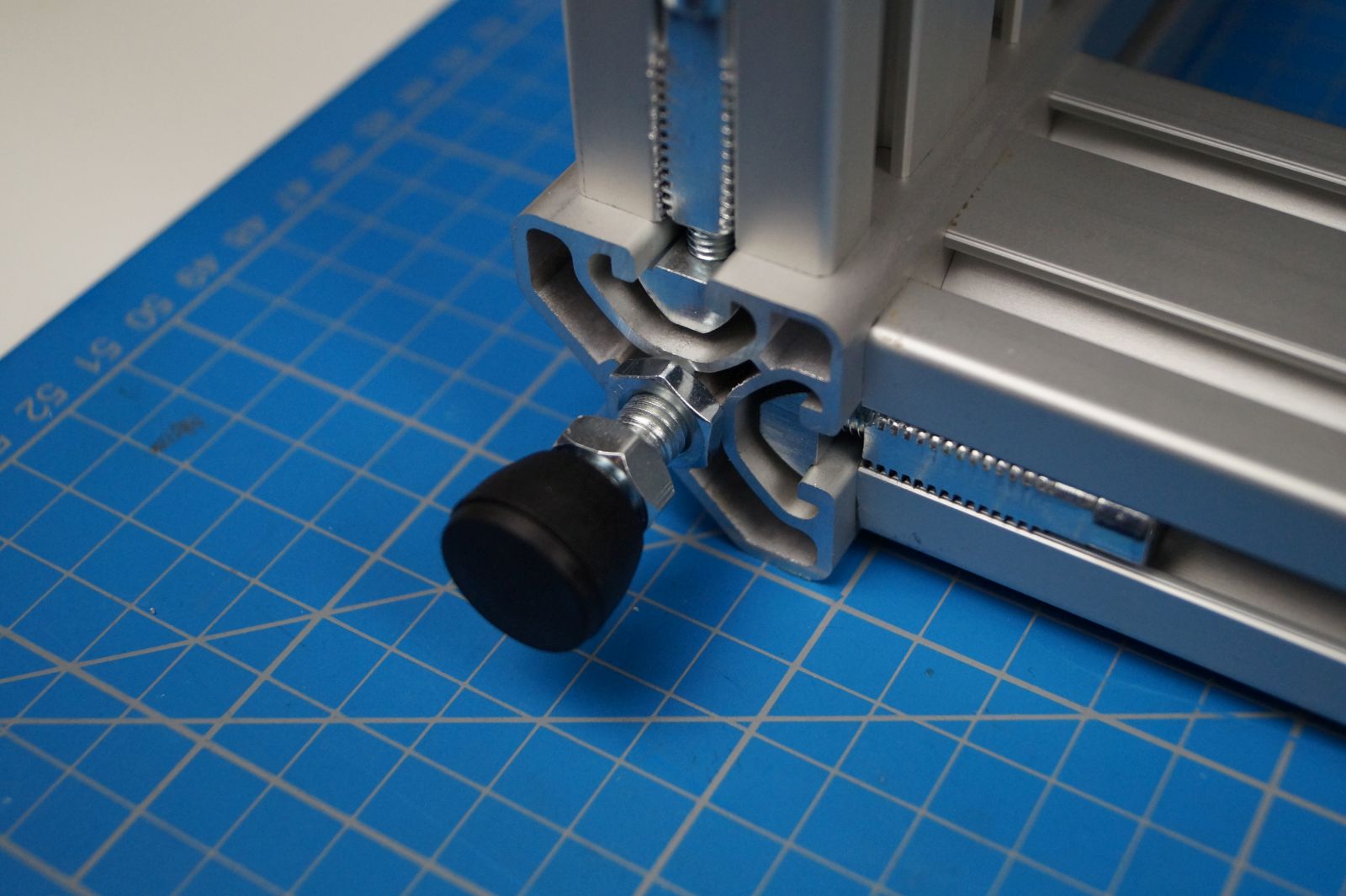
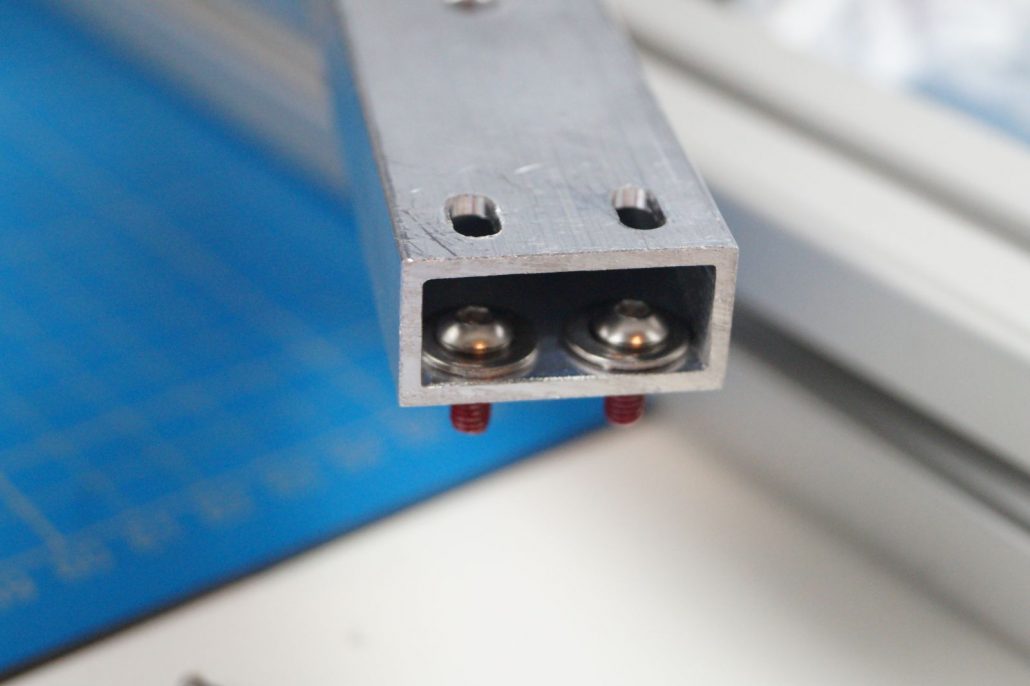
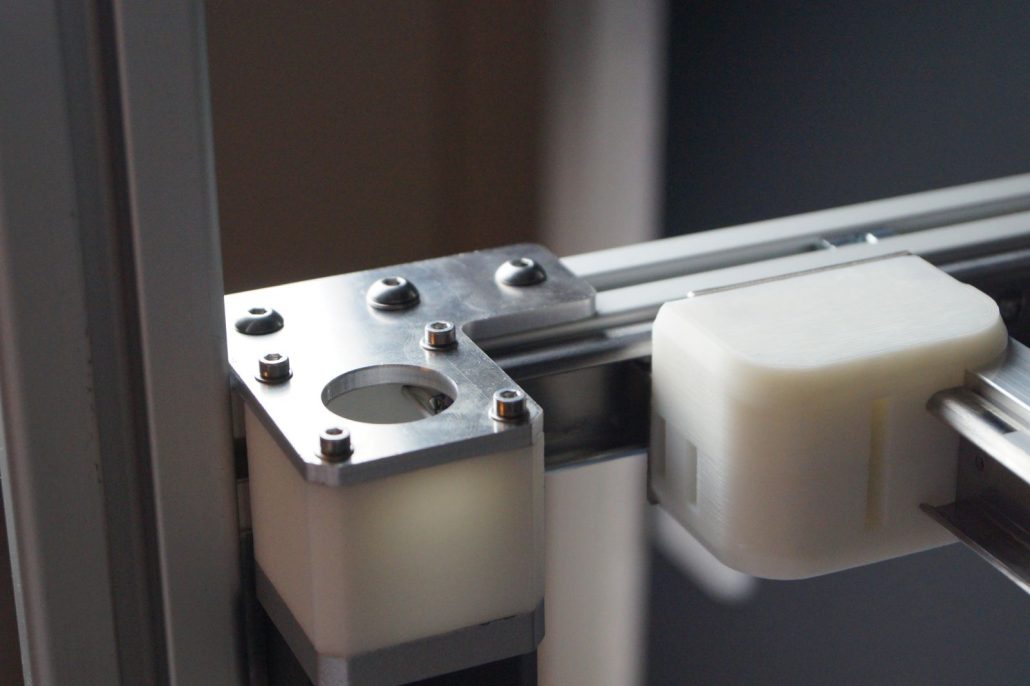
Die Führungsschiene wird auf der Traverse mit Setzmuttern angeschraubt. Sollte die Führung mal zu wechseln sein, bleiben die Muttern in Position.
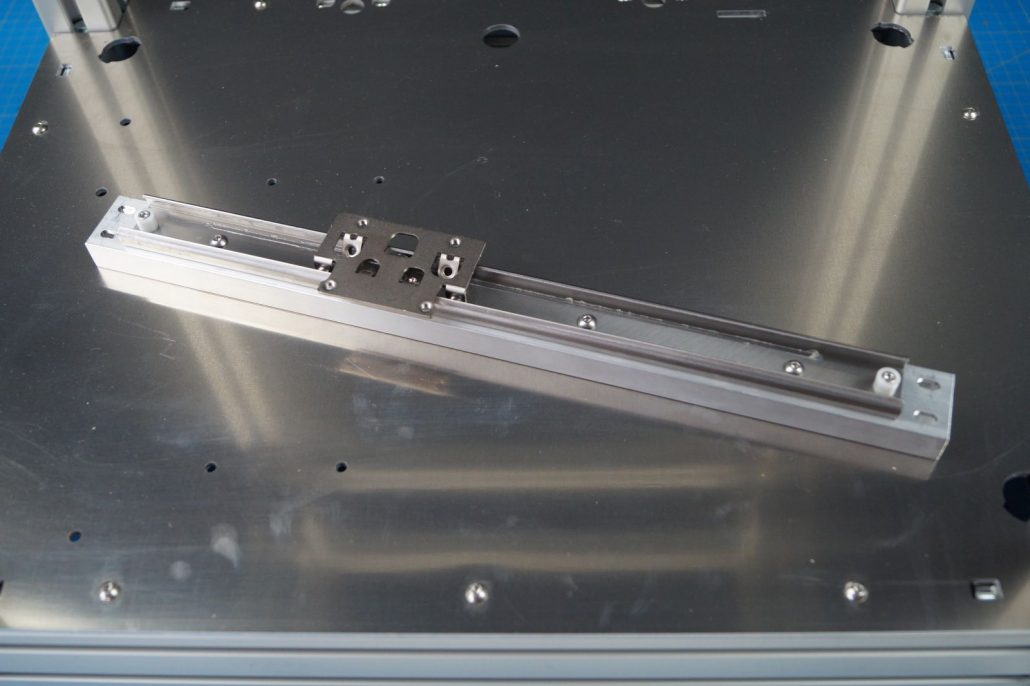
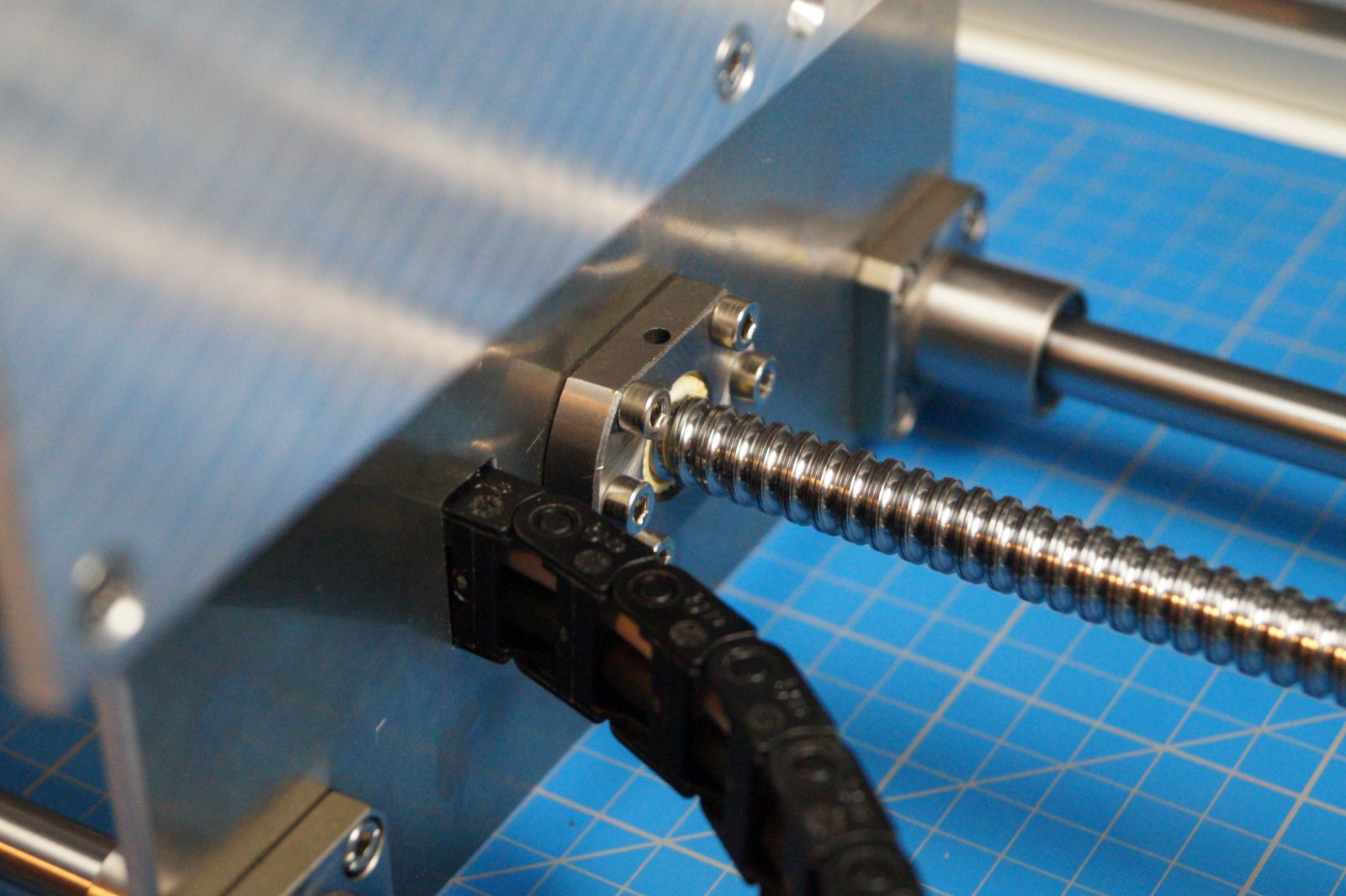
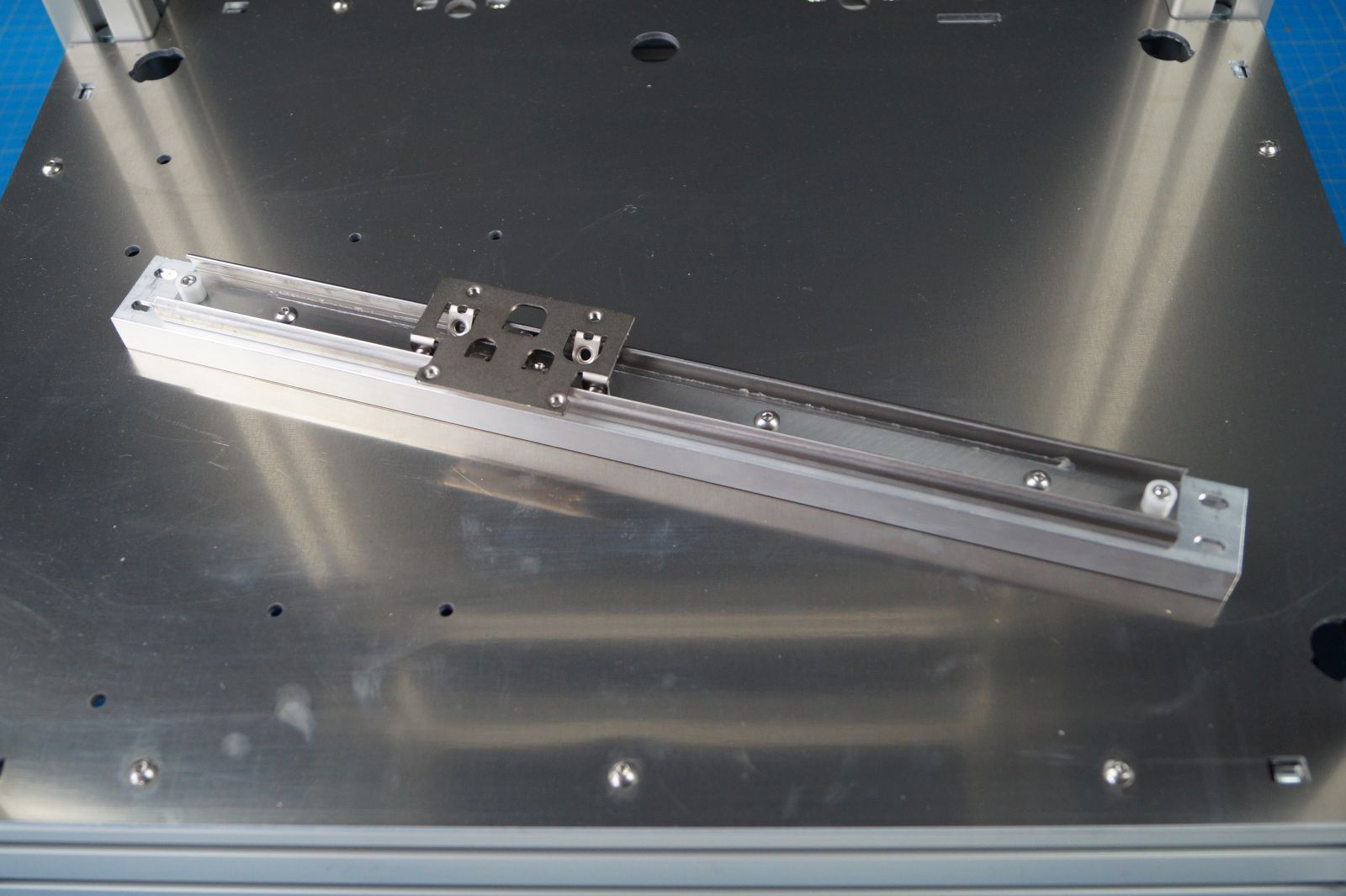
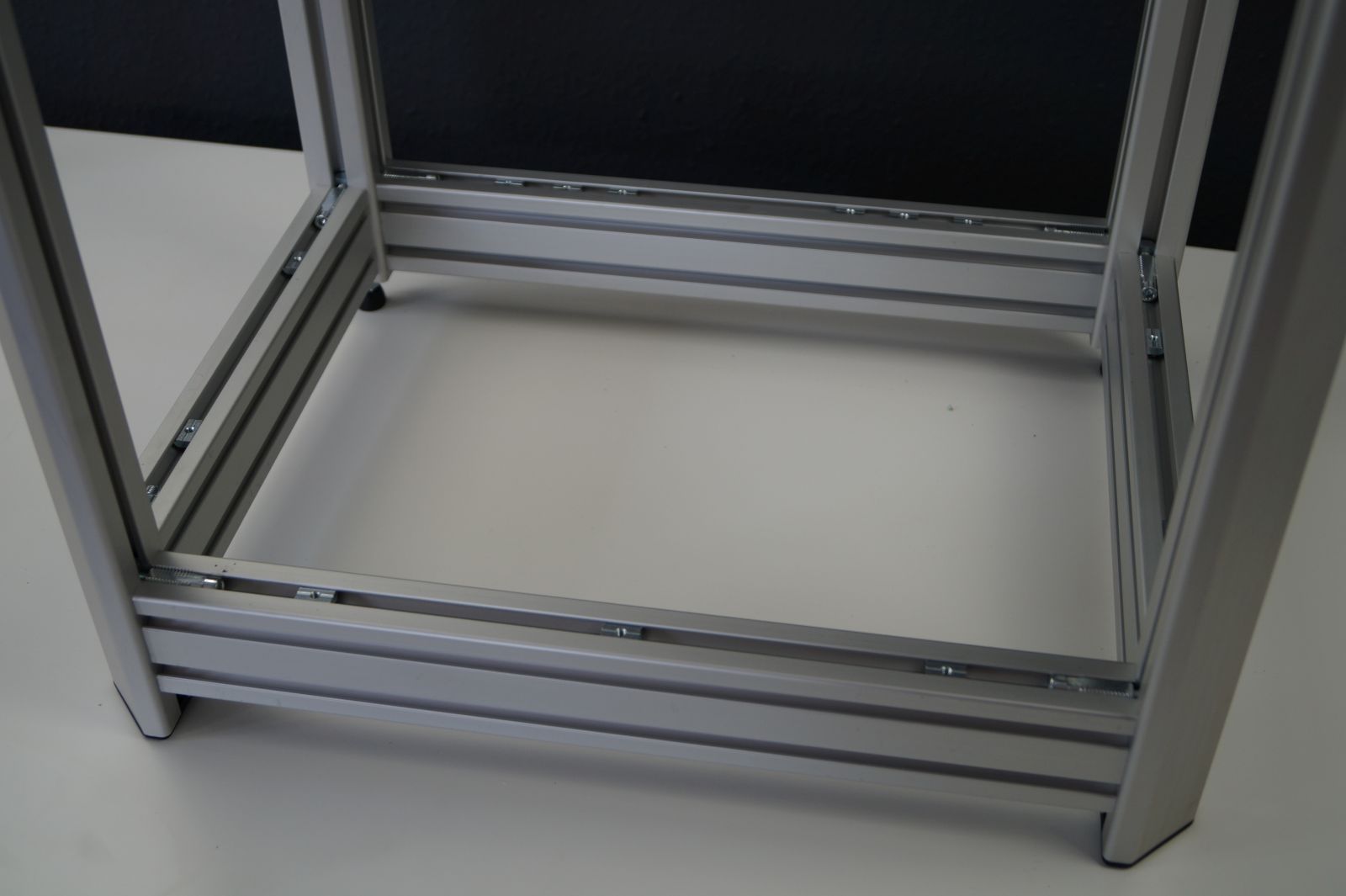
Die Traverse wird einseitig mit Federscheiben angeschraubt. Die Seite mit den Federschrauben wird nur leicht angezogen, damit ein Längenausgleich über die Langlöcher erfolgen kann. Die Schrauben müssen davor dick mit Schraubenlack vorbehandelt werden. (Kein Loctite, nur lufttrocknente Mittel verwenden. Eine dicke Schicht Nagellack funktioniert auch sehr gut) Die Schrauben erst montieren, wenn der Lack getrocknet ist.

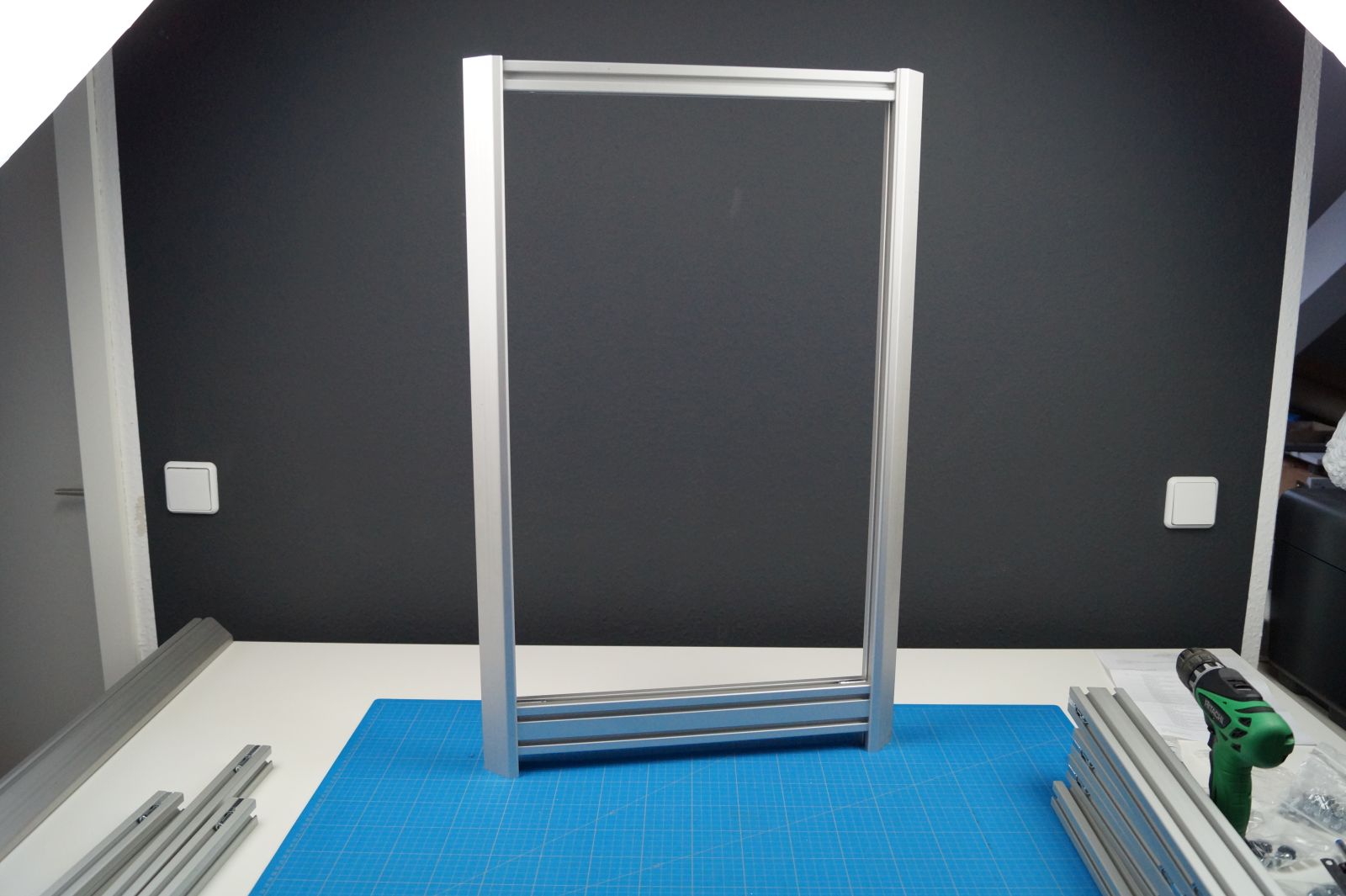
Generell ist jetzt höchste Sorgfalt geboten bei der Montage der Traverse. Vorsichtig alle Schrauben nach und nach anziehen und dabei auch die Parallelität der Aluprofile einstellen und die Schrauben Anziehen. Die Führungen sind sehr präzise und ausreichend dimensioniert für den 3D Druck. Sollte man die Führungen aber verkantet anziehen, oder aber den Schlitten bewegen, während die Schienen rechts und links nicht parallel stehen, gehen die sehr schnell kaputt.
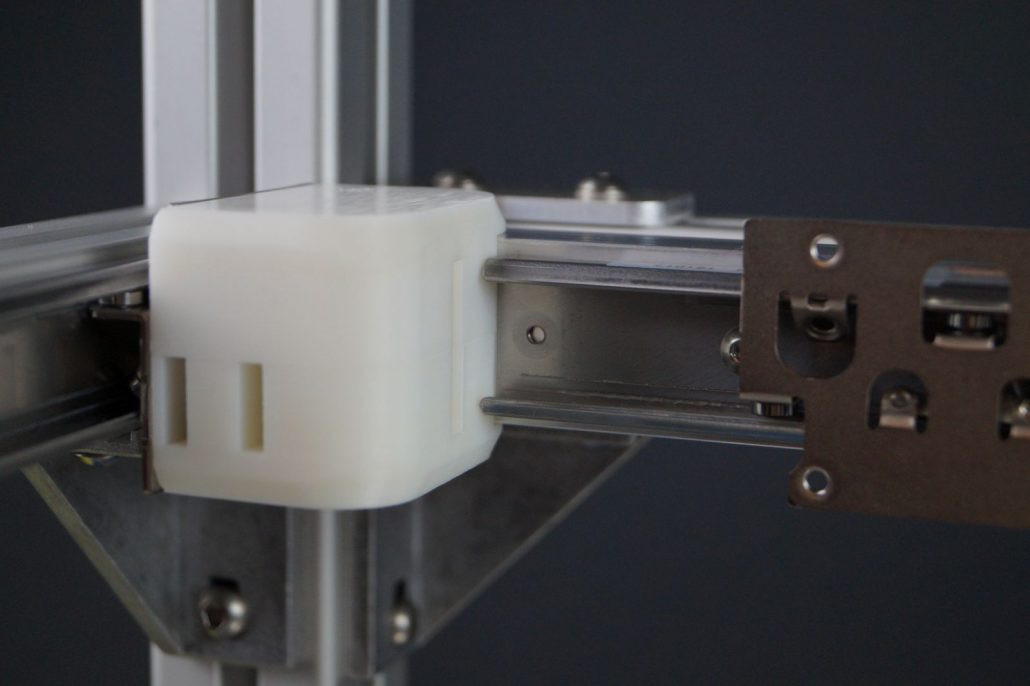
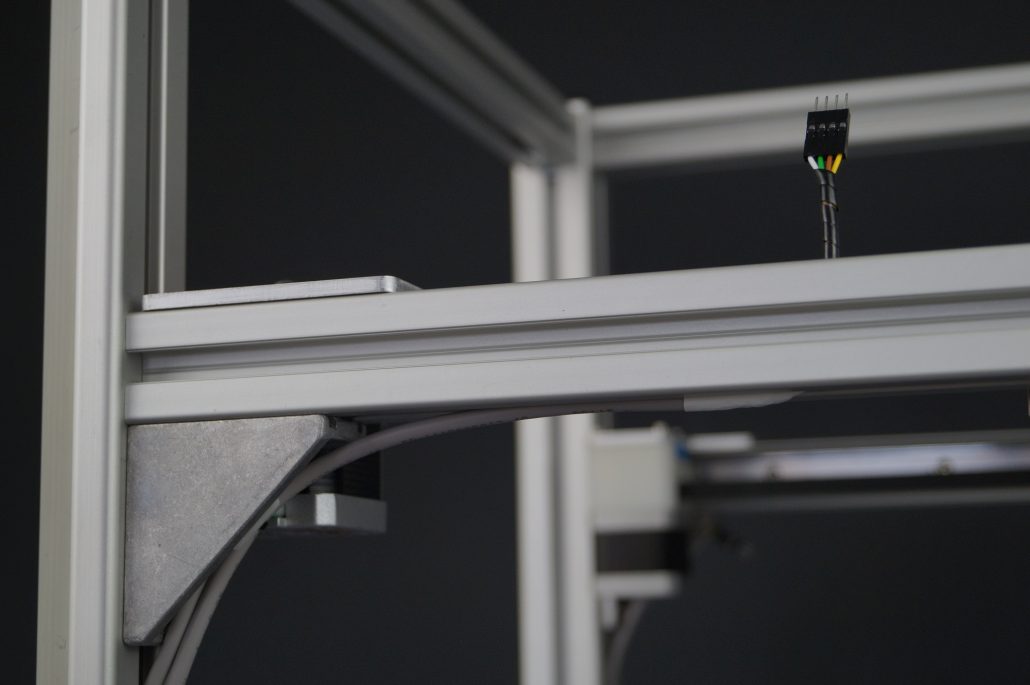
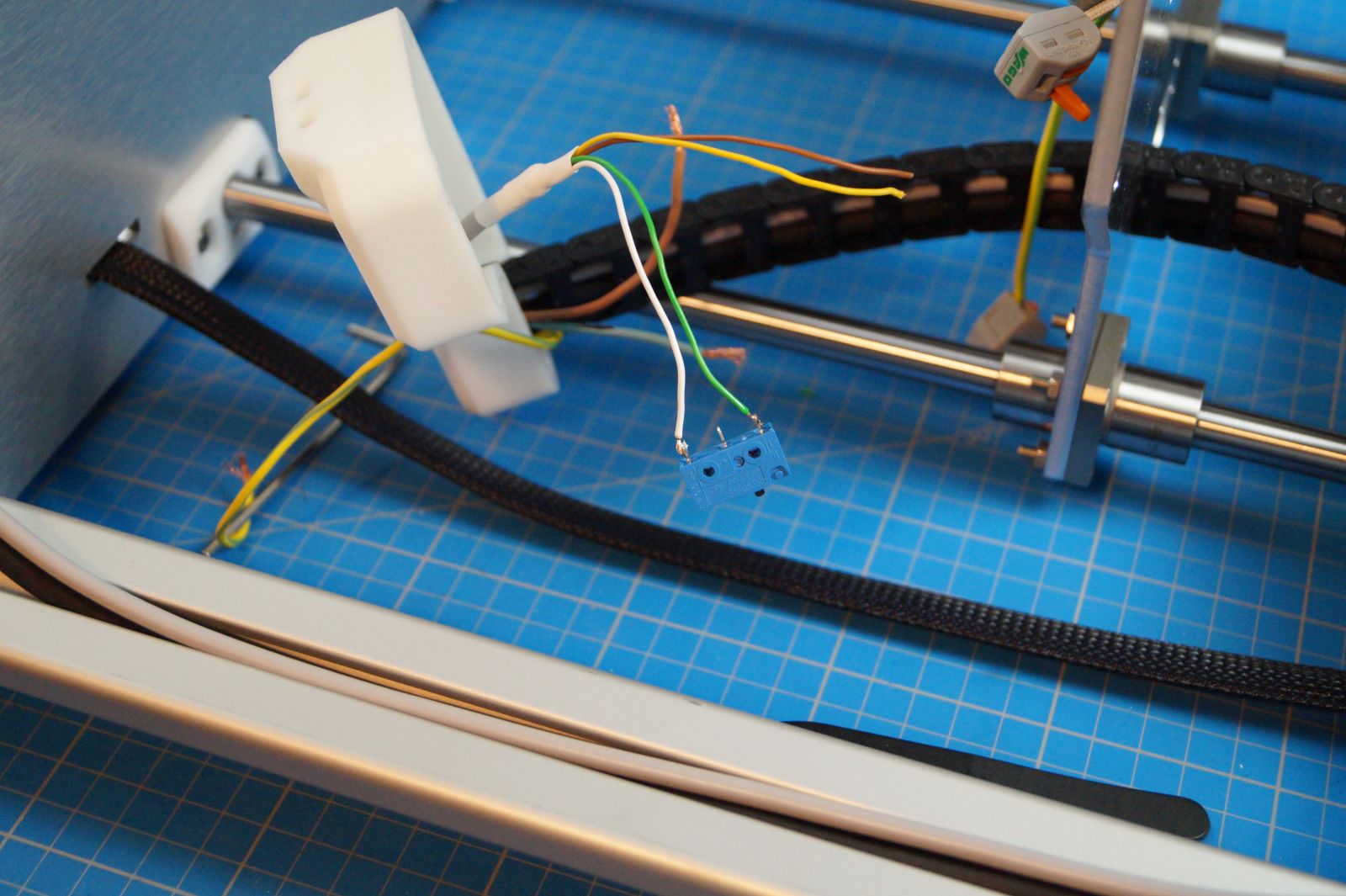
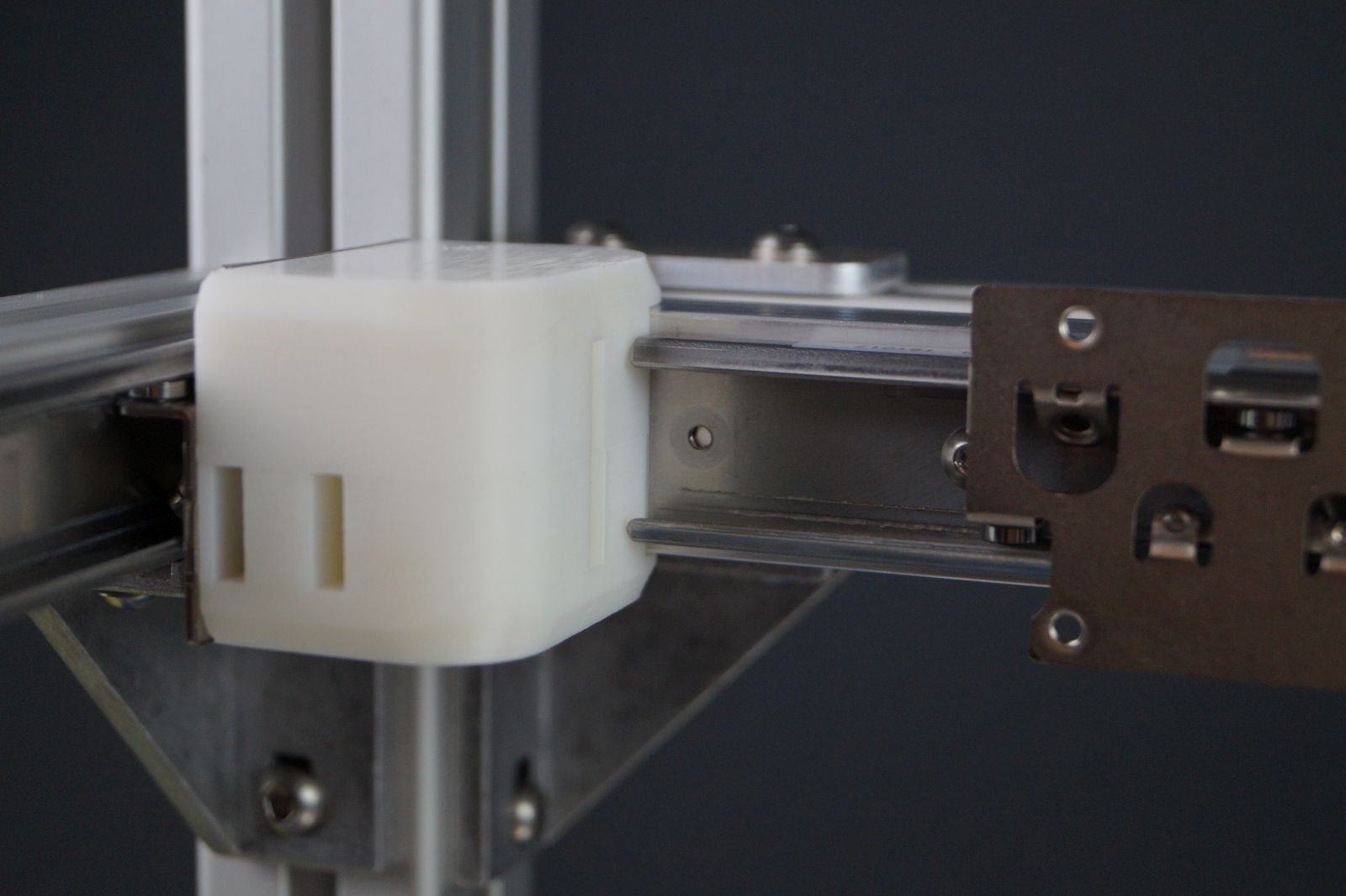
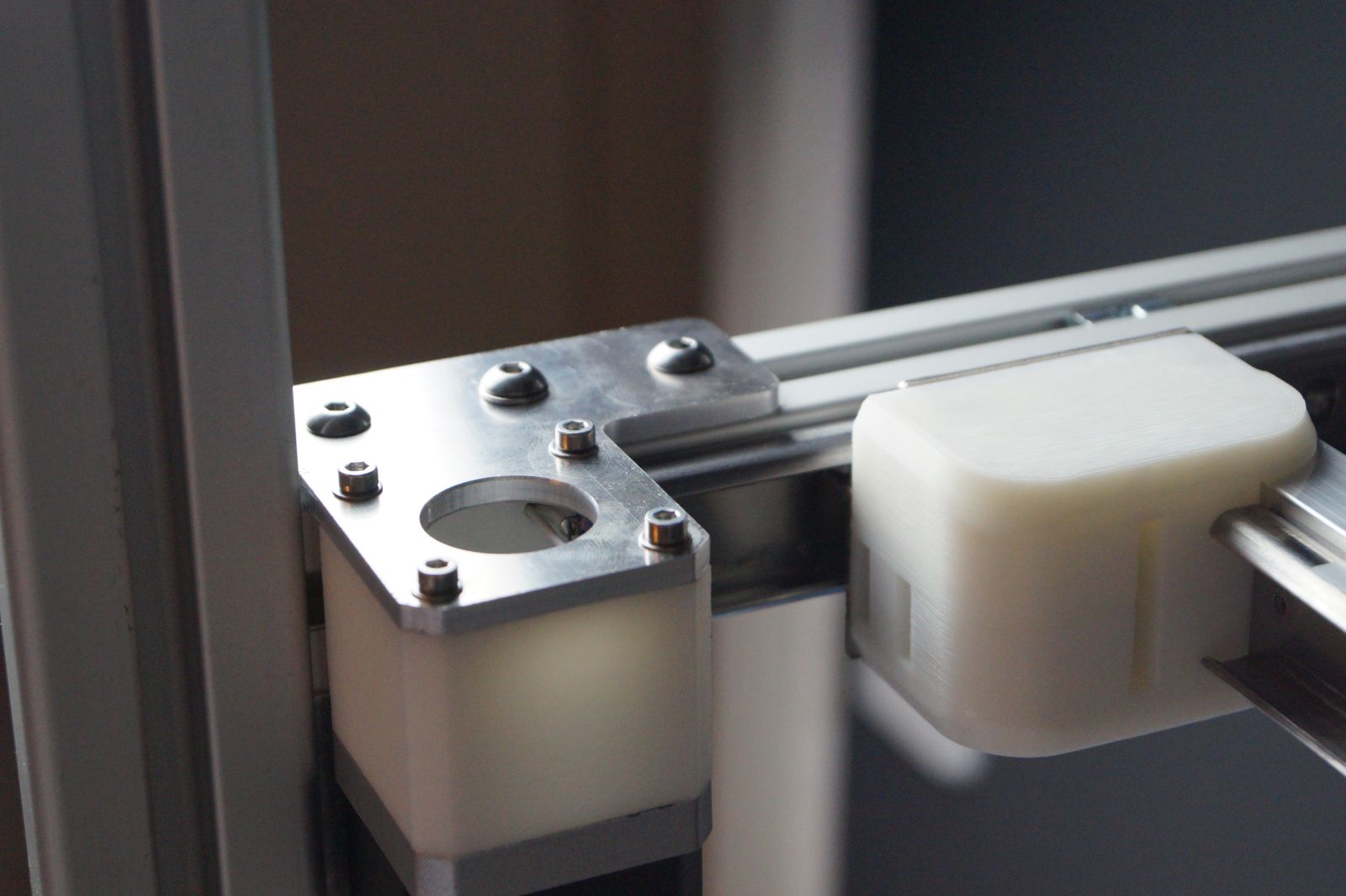
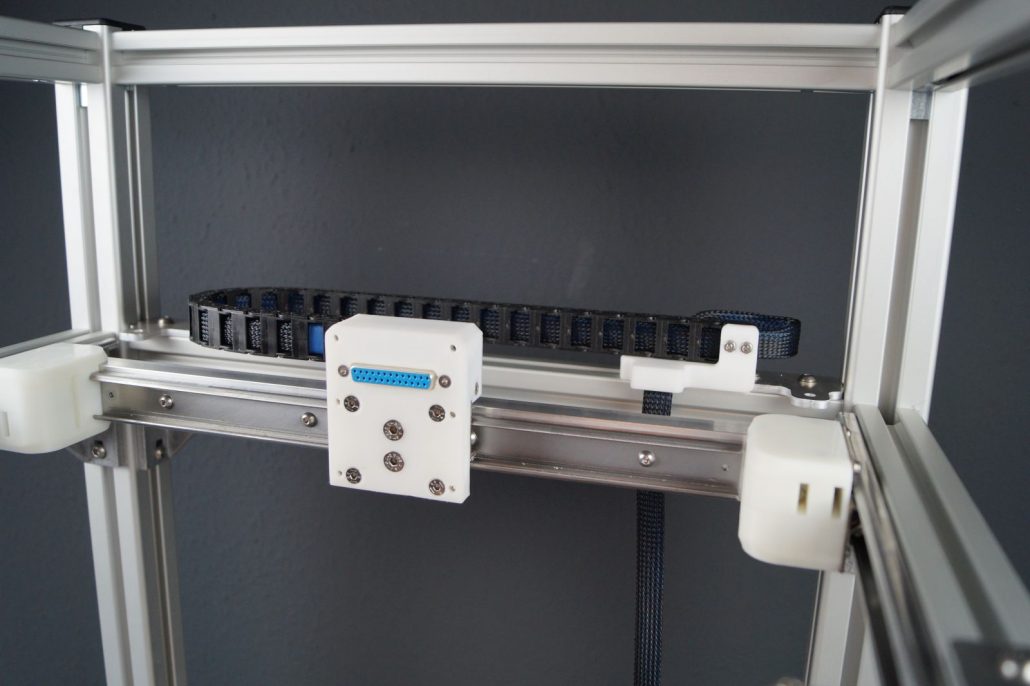
Die Motorhalter sind hier bereits montiert. Inklusive dem Endstop „Marquardt 1050“. Der rechte Halter muss aber nochmal demontiert werden, weil man sonst das Riemenrad nicht festziehen kann.
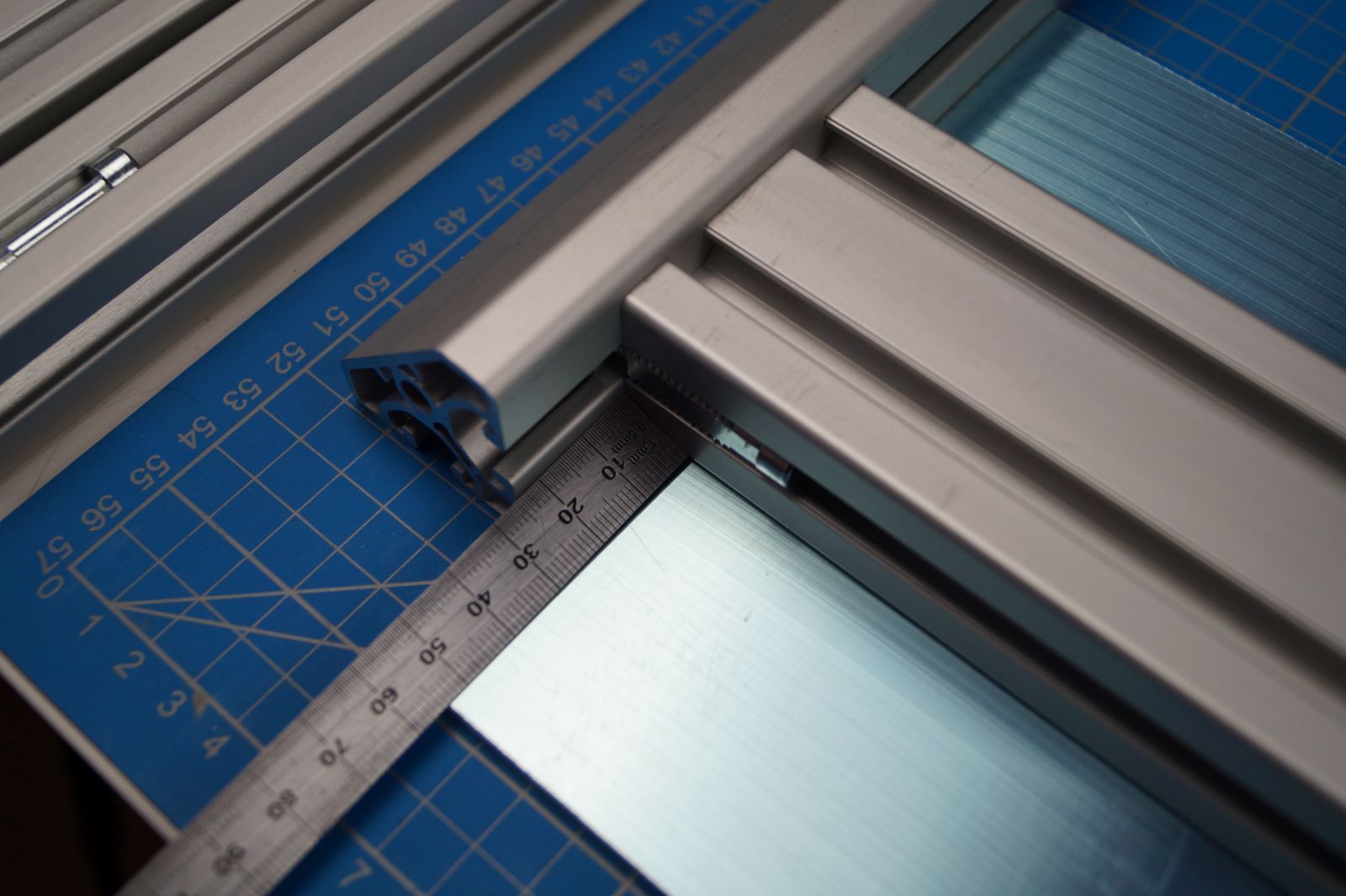
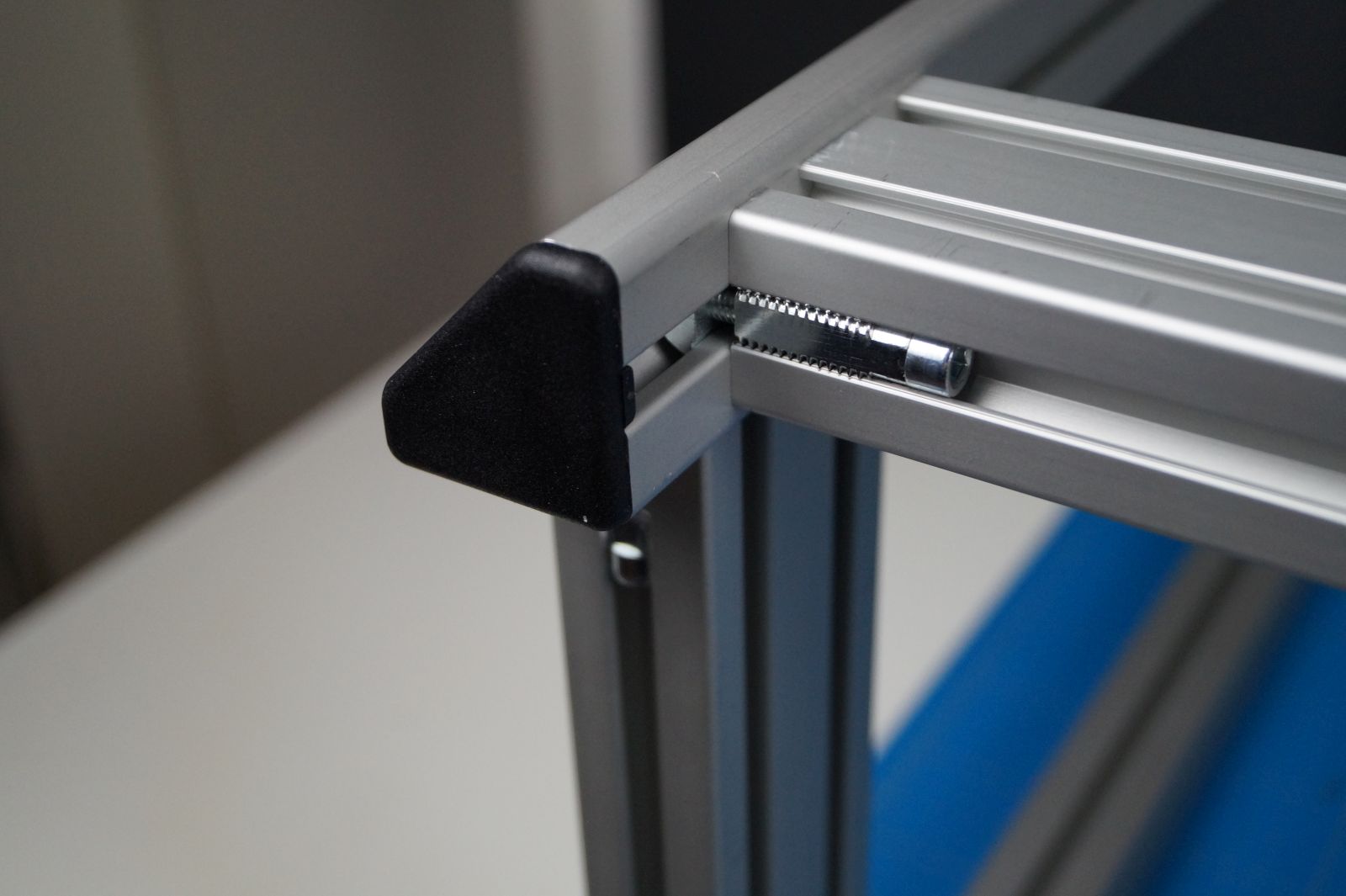
Bei der Platzierung der Schienen darauf achten, dass der Motorhalter 5mm auf dem Profil hin- und hergeschoben werden kann. Das dient später zur Spannung des Zahnriemens.
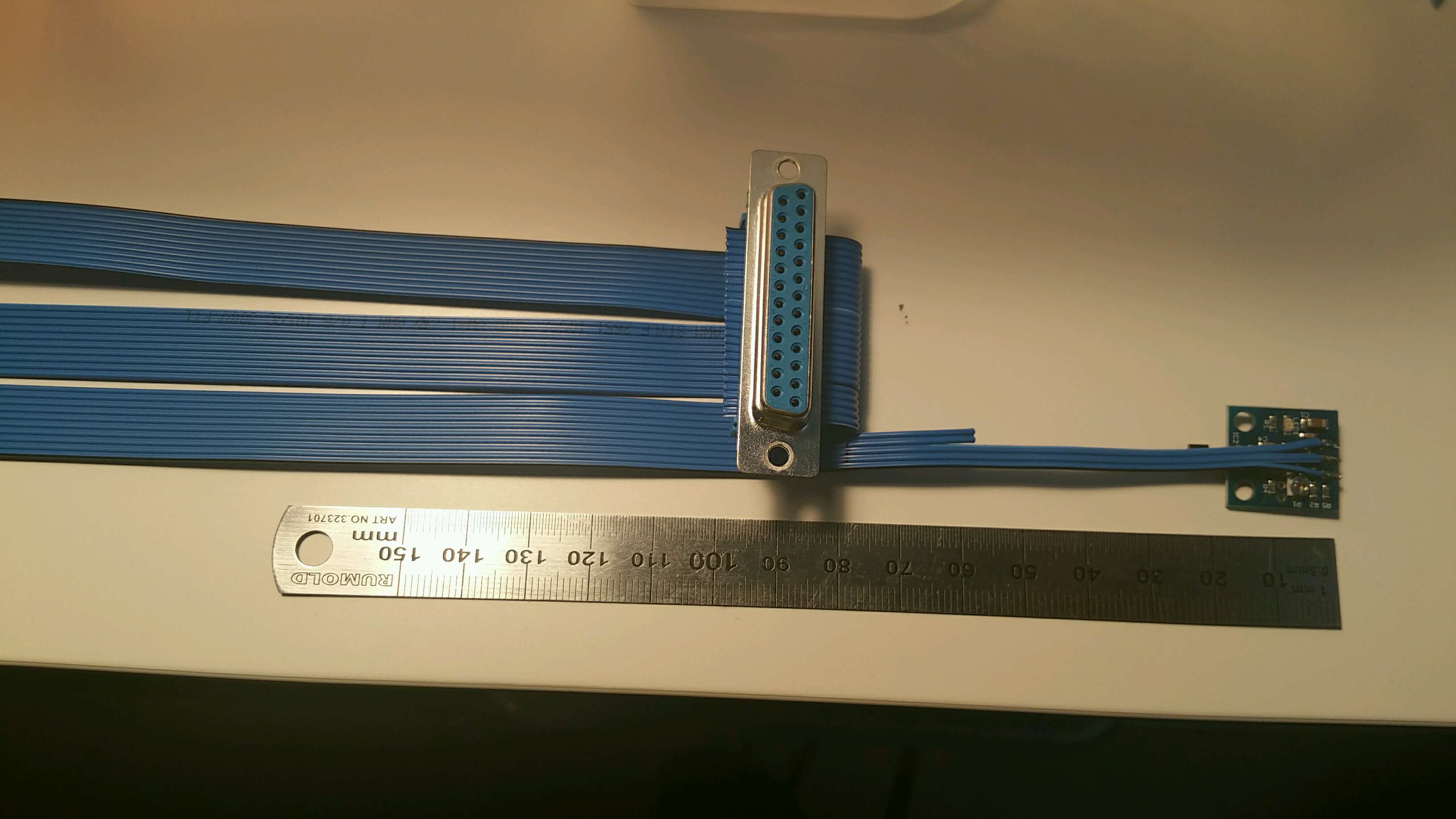
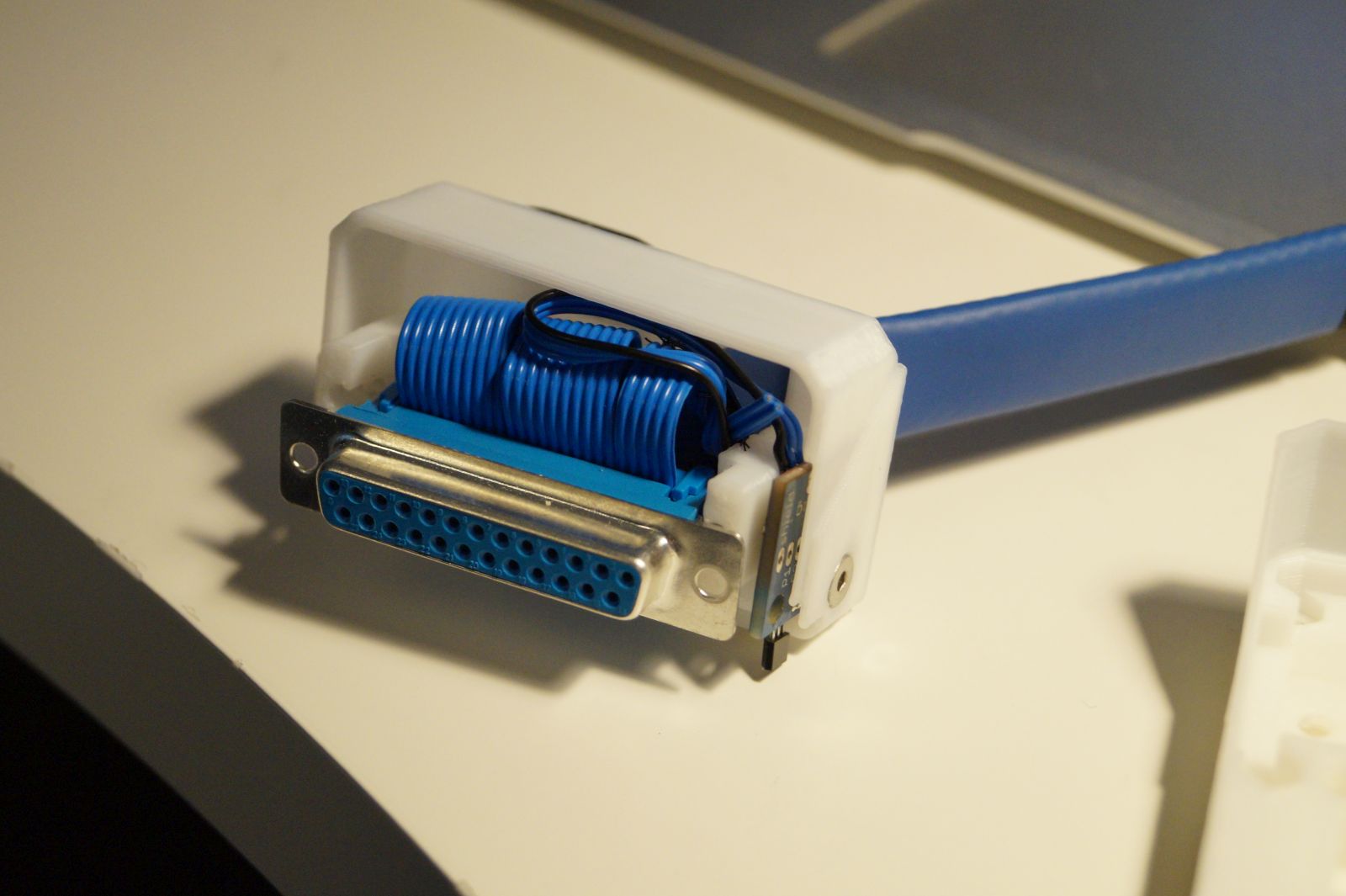
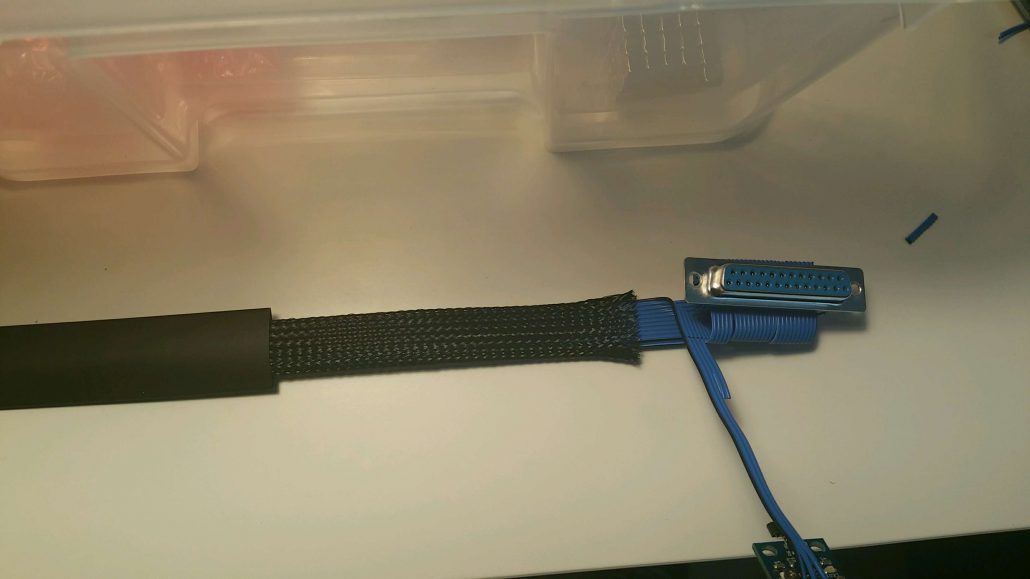
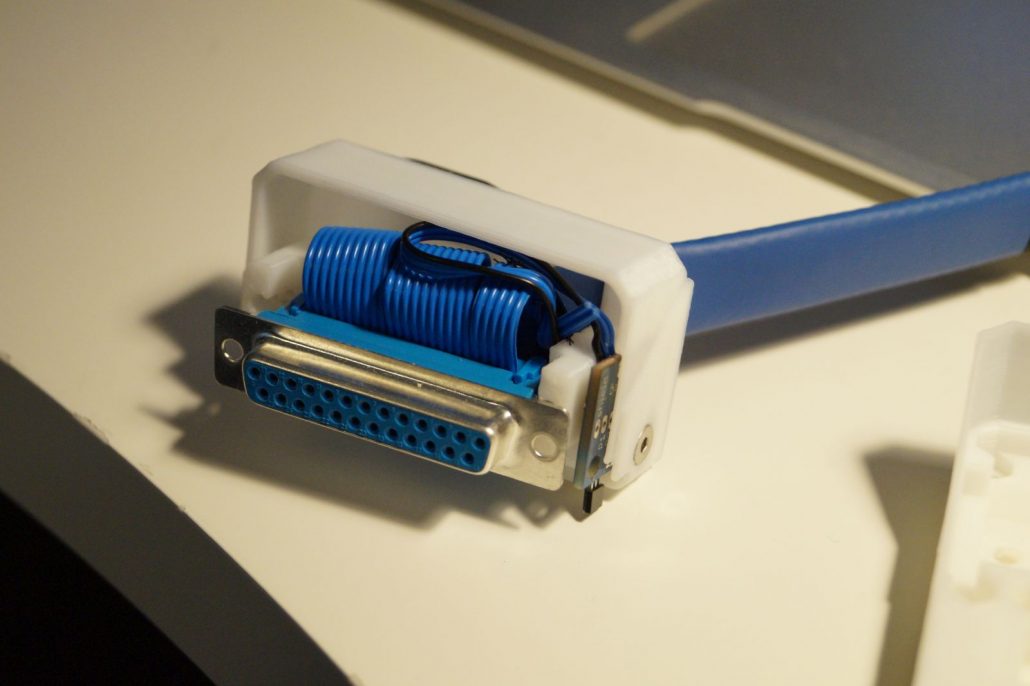
Nun folgt die Montage des X Schlittens samt Verkabelung. Beim Abschneiden des Flachbandkabels darauf achten, dass keine Kurzschlüsse durch herausstehende Litzen entstehen.

Bevor man die beiden Hälften verschraubt, sollte man die 6 M3 Muttern von hinten einpressen, an denen später die Druckköpfe angeschraubt werden können.
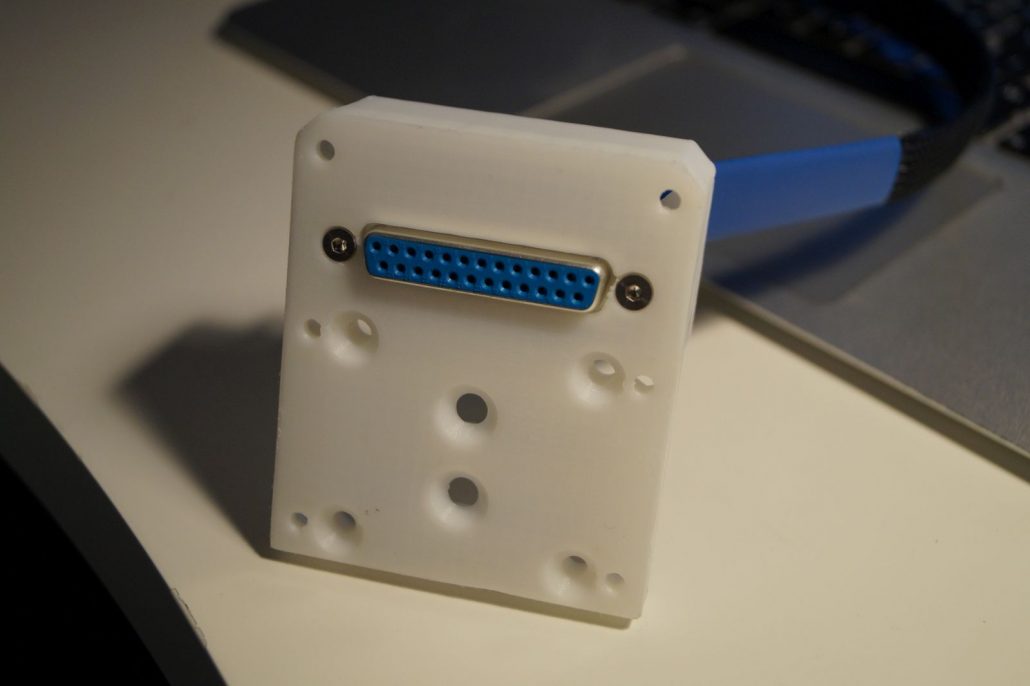

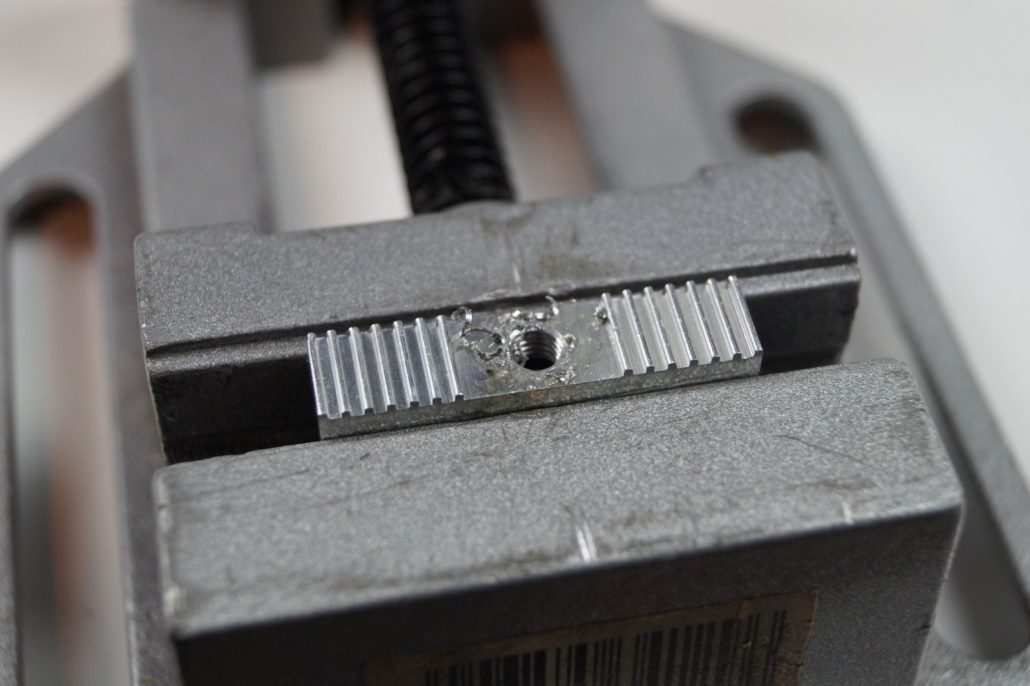
Die Klemmplatten bekommen jeweils ein M5 Gewinde.
Der einbaufertige X Schlitten.
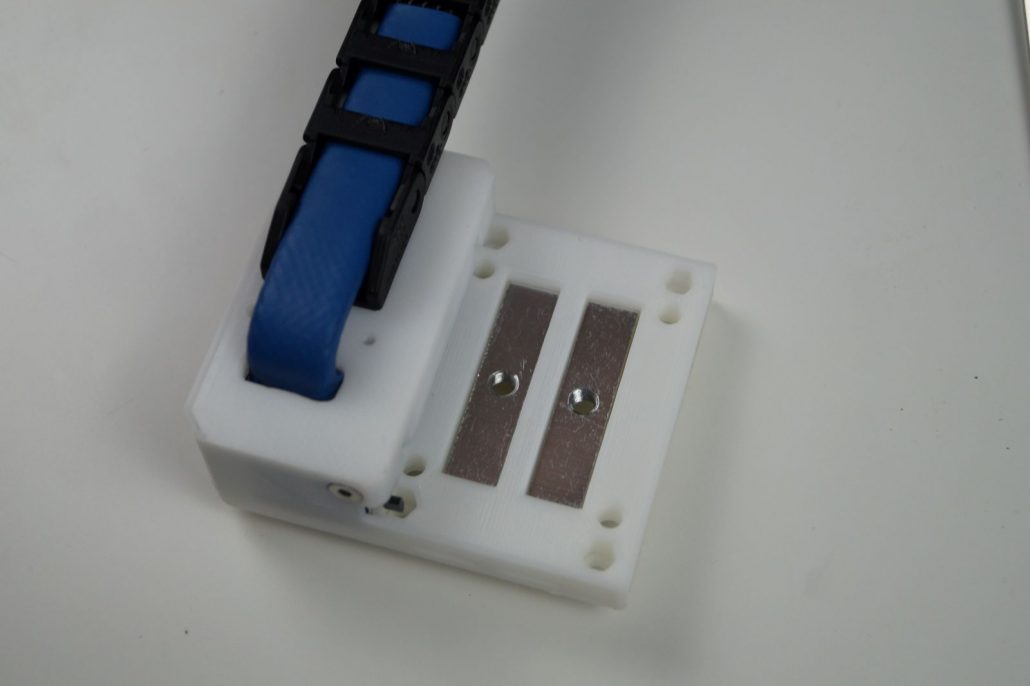
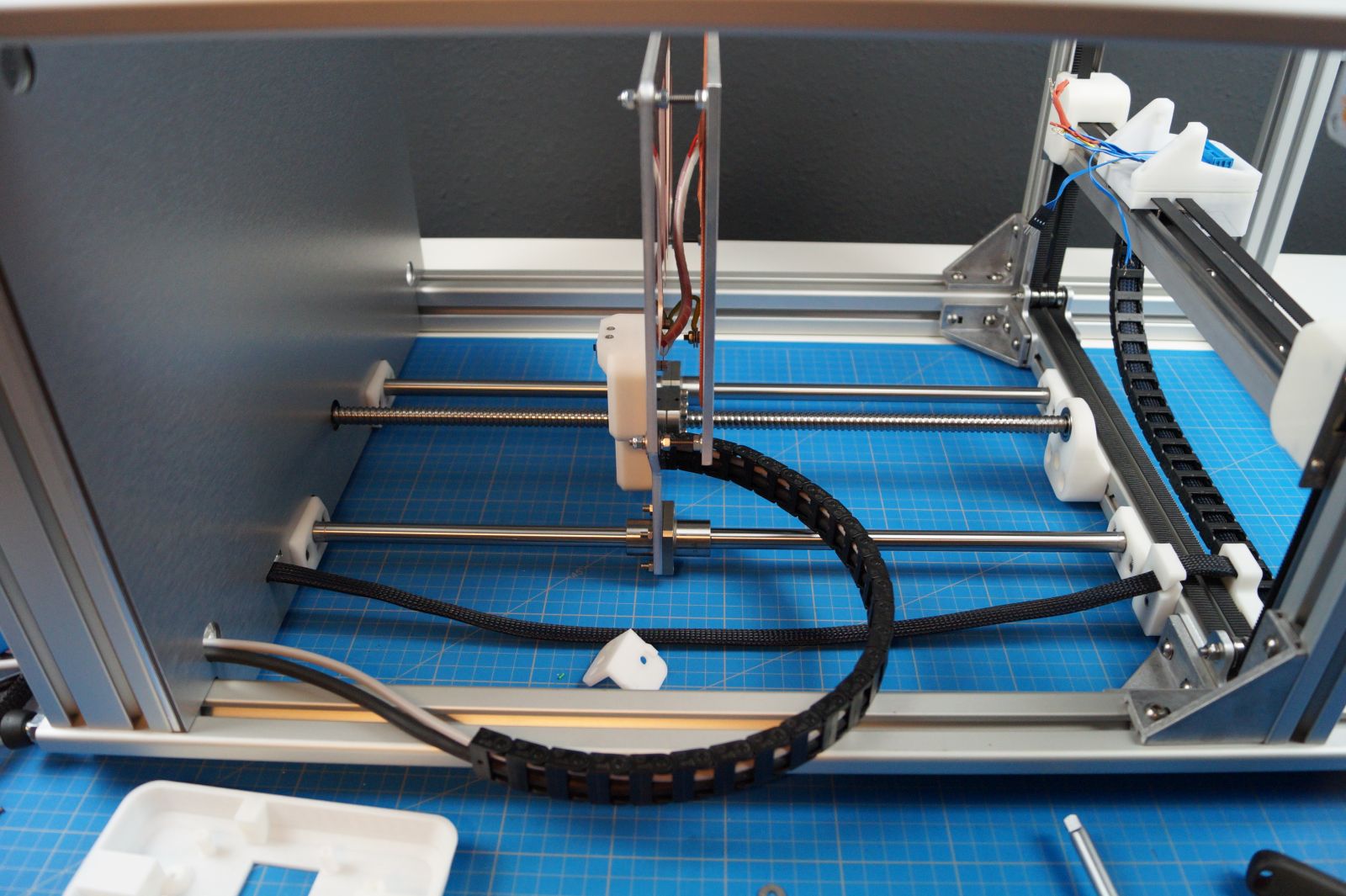
Danach können die Umlenkrollen und der Riemen eingebaut werden.
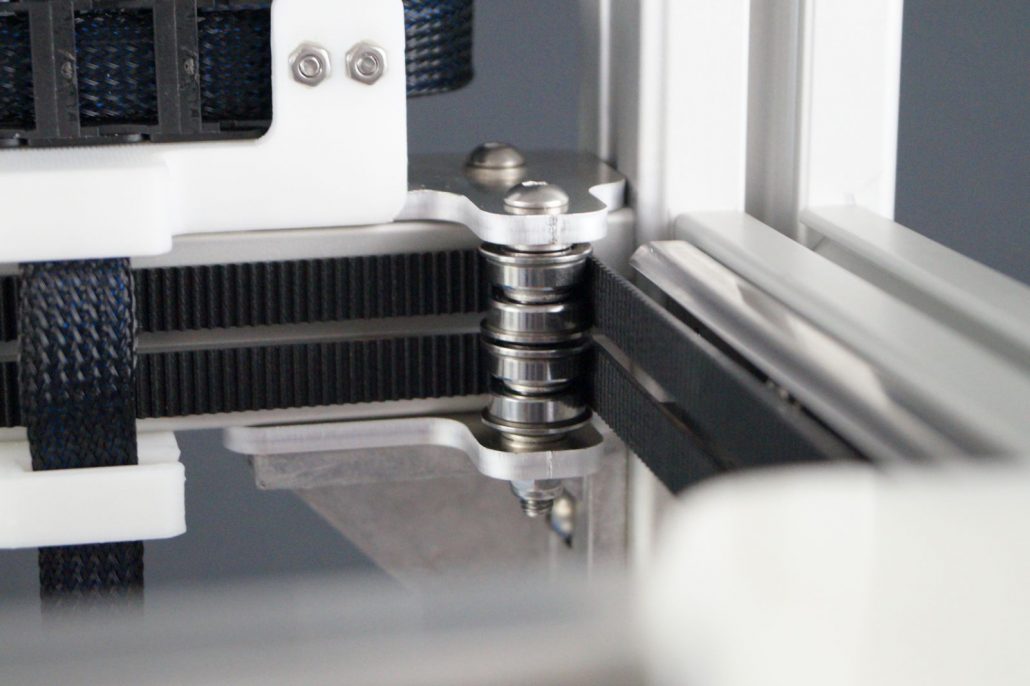
Die zwei Schrauben in der Mitte des X Schlittens ziehen die Klemmplatten für den Zahnriemen an. Über die Motorposition den Riemen spannen. Mit unterschiedlicher Spannung rechts/links stellt man beim Core-XY sicher, dass die Y-Achse genau senkrecht zur X-Achse läuft.
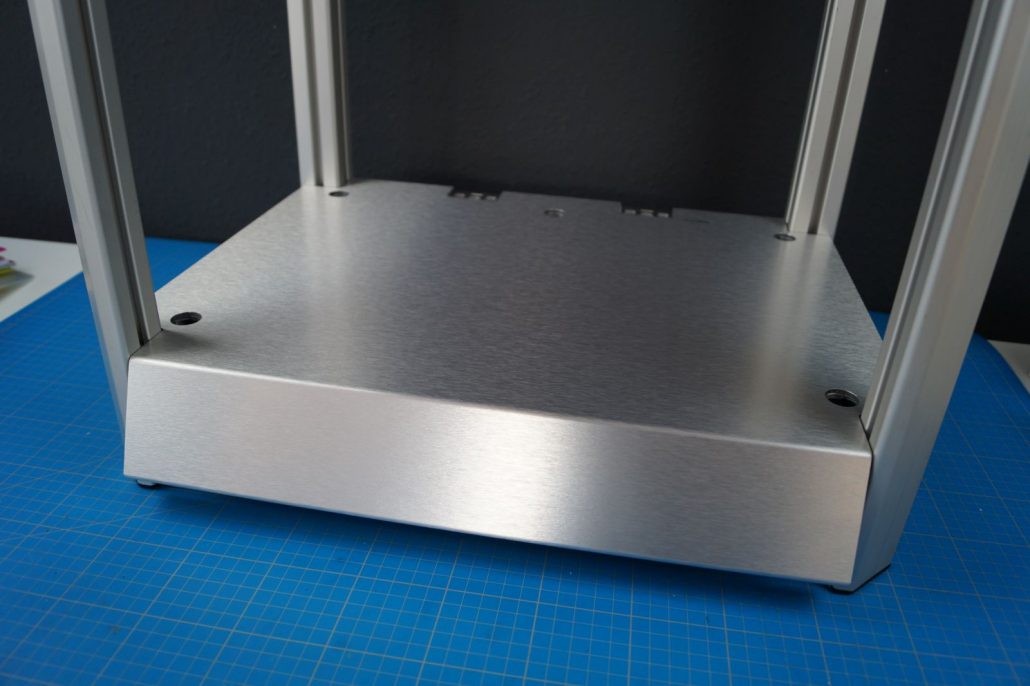
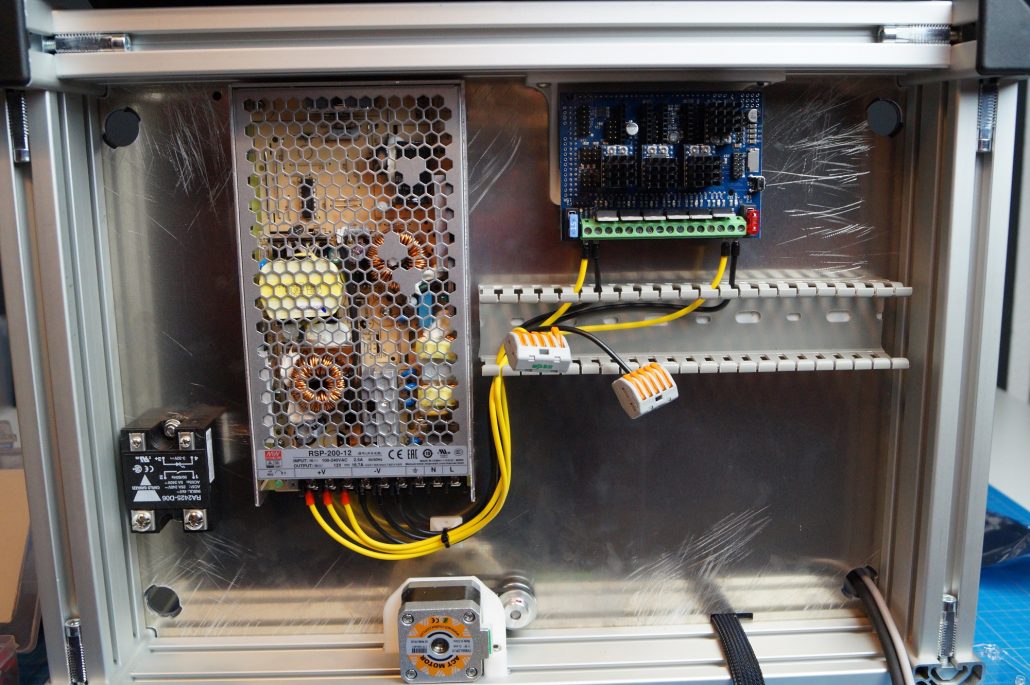
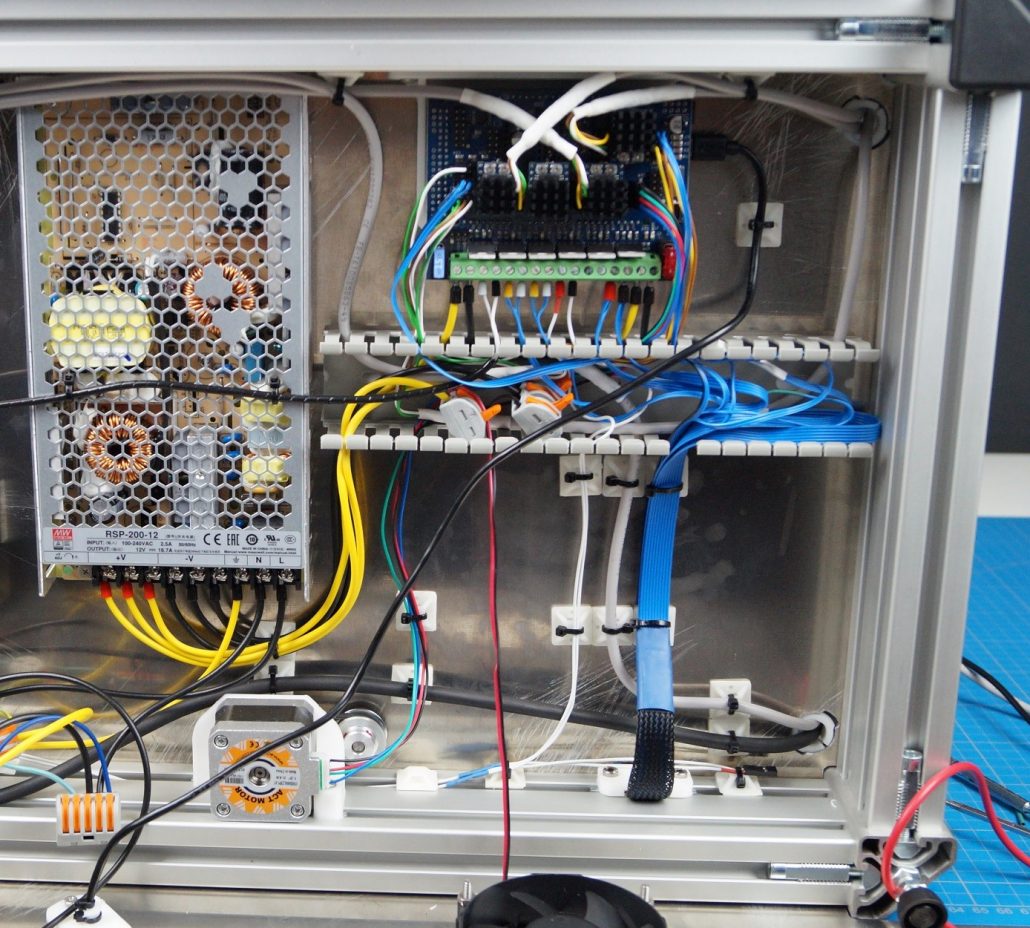
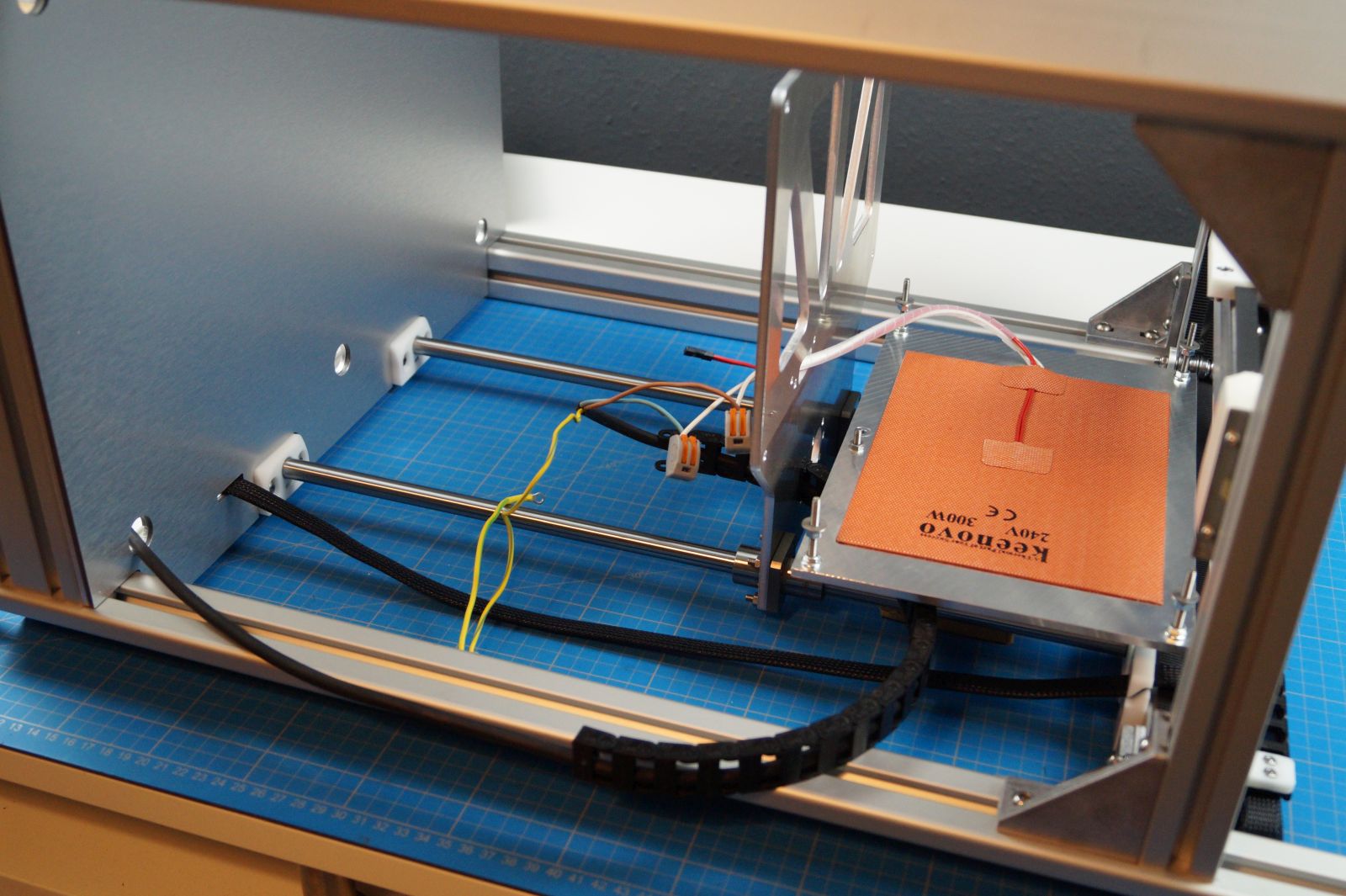
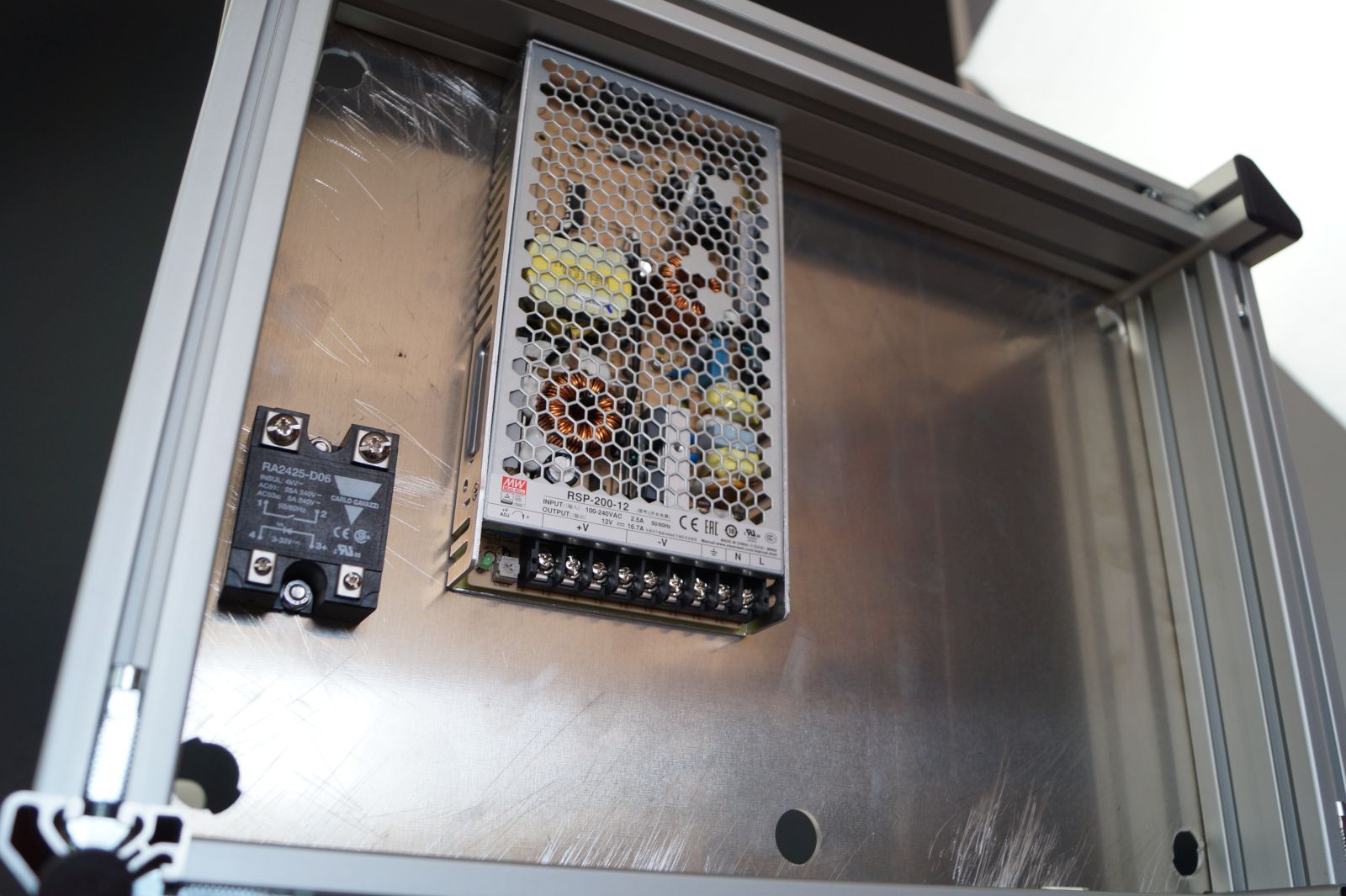
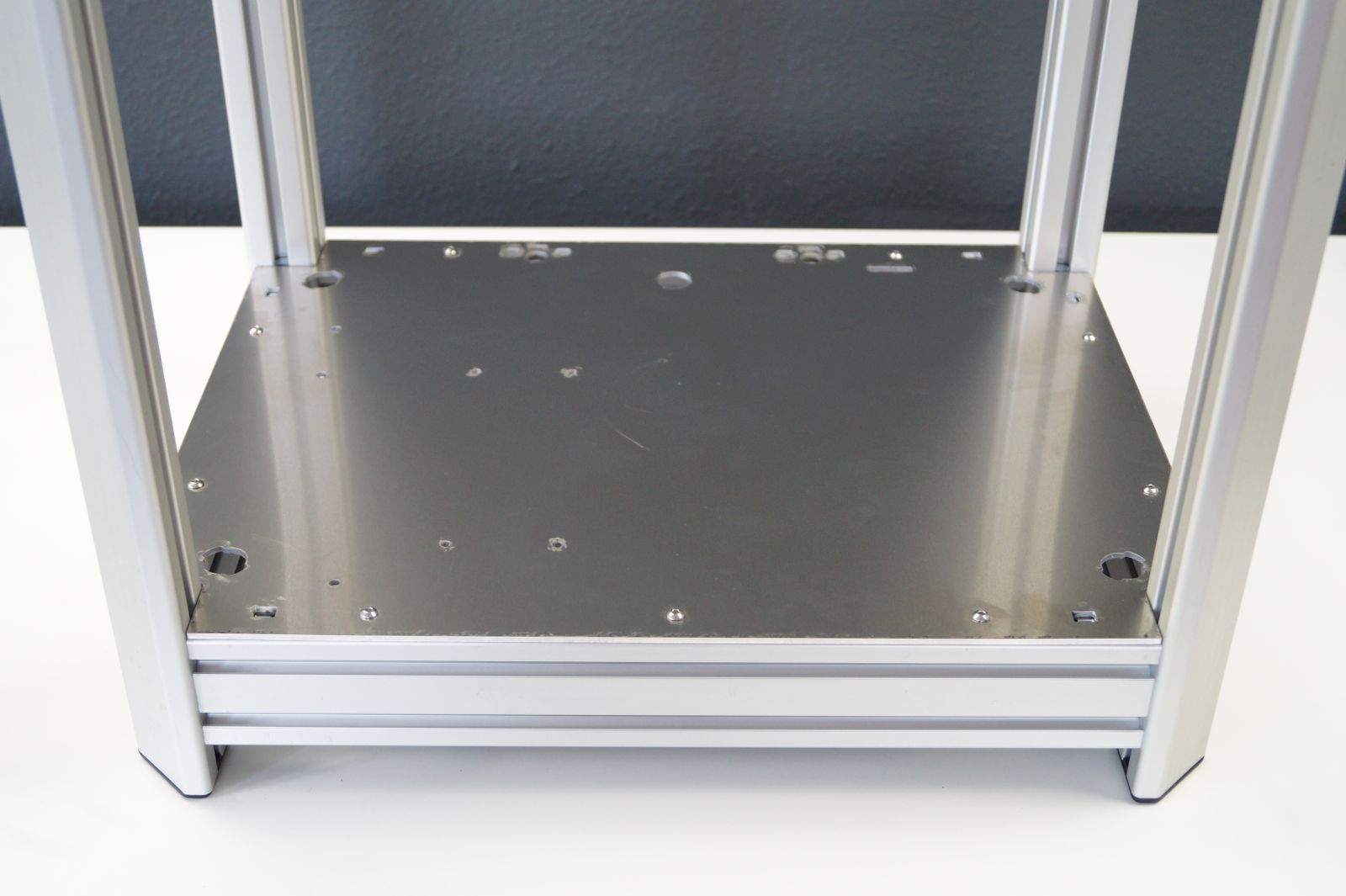
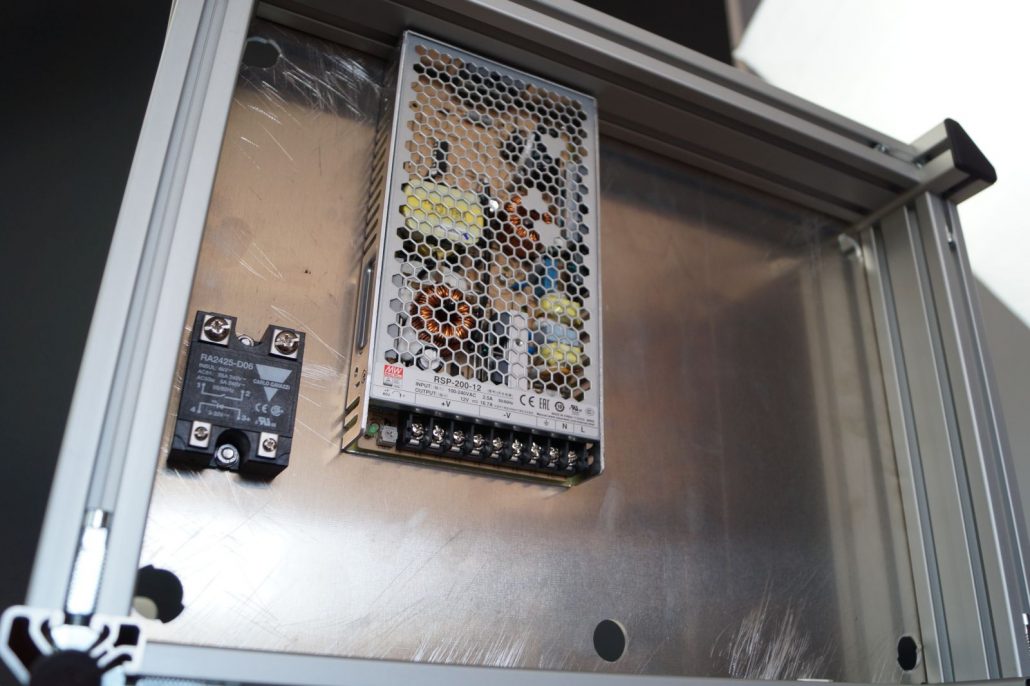
Zwischendurch muss jetzt schon das Netzteil und das SSR eingebaut werden. Da man nach der Montage der Blende nicht mehr an die Schrauben ran kommt.
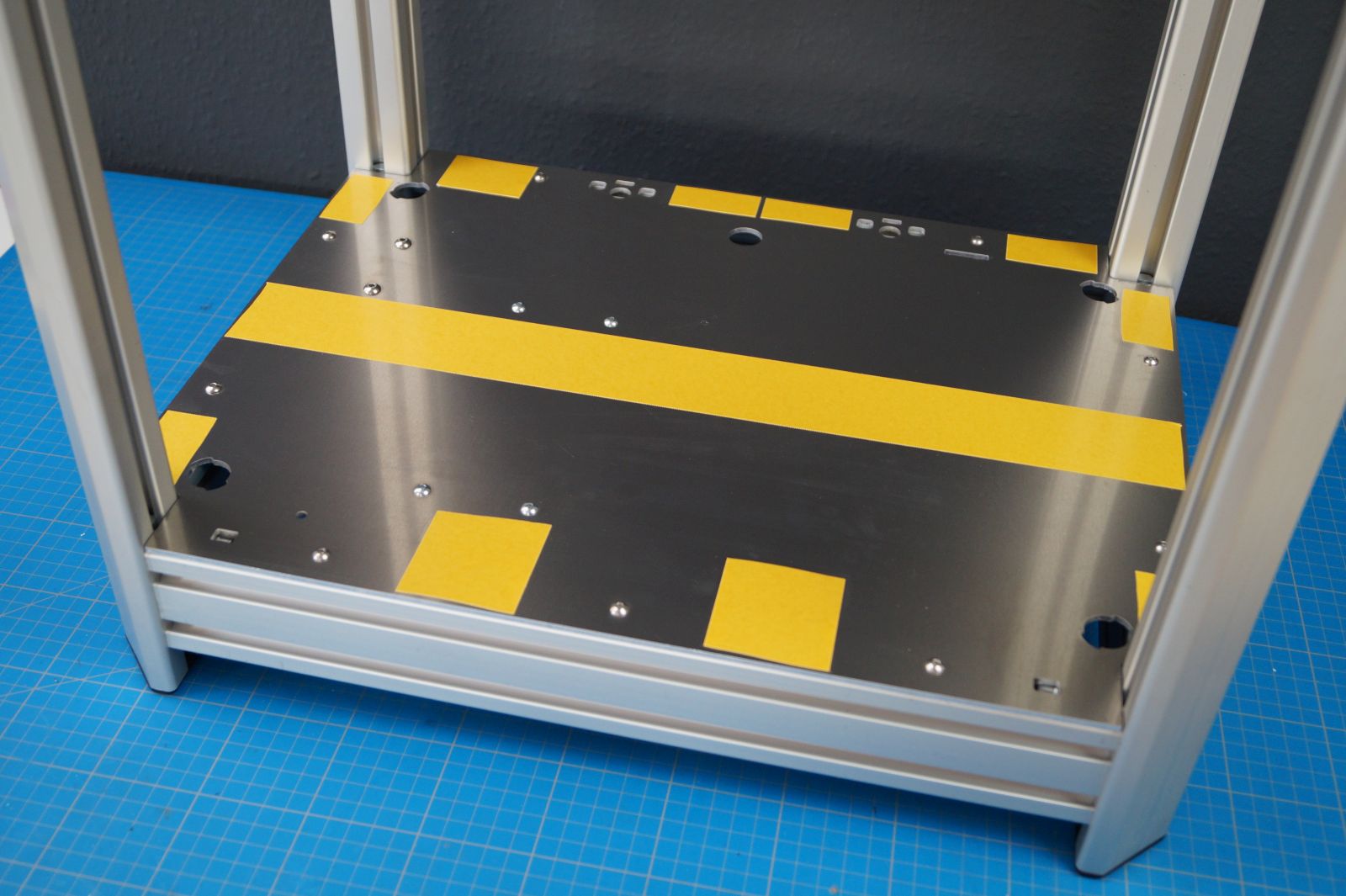
Die Verkleidungsplatte wird mit doppelseitigem Klebeband aufgeklebt…
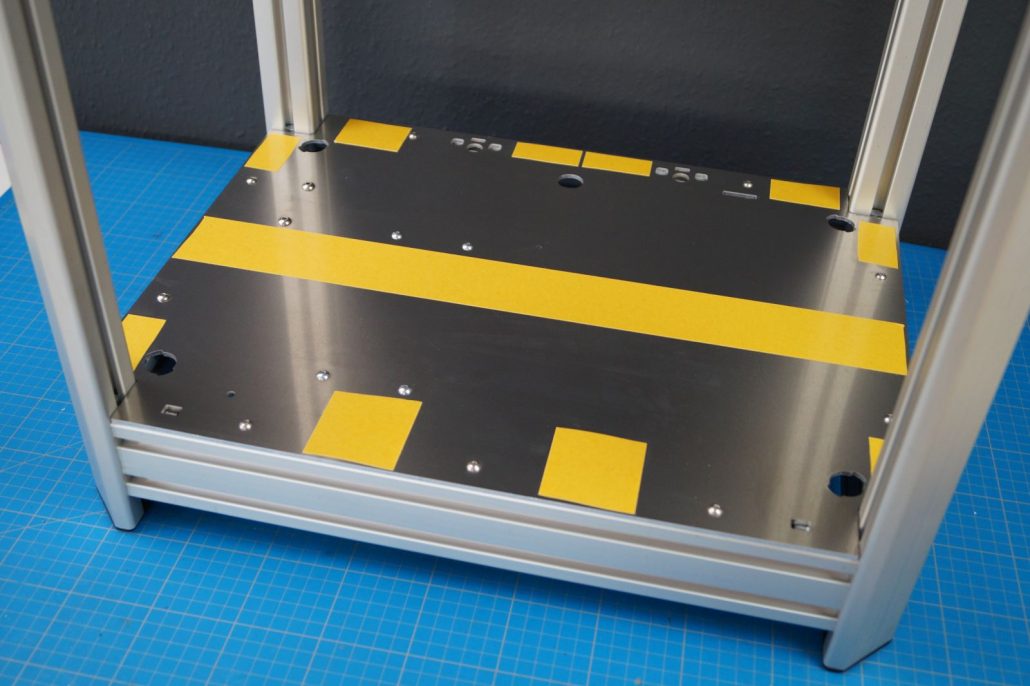
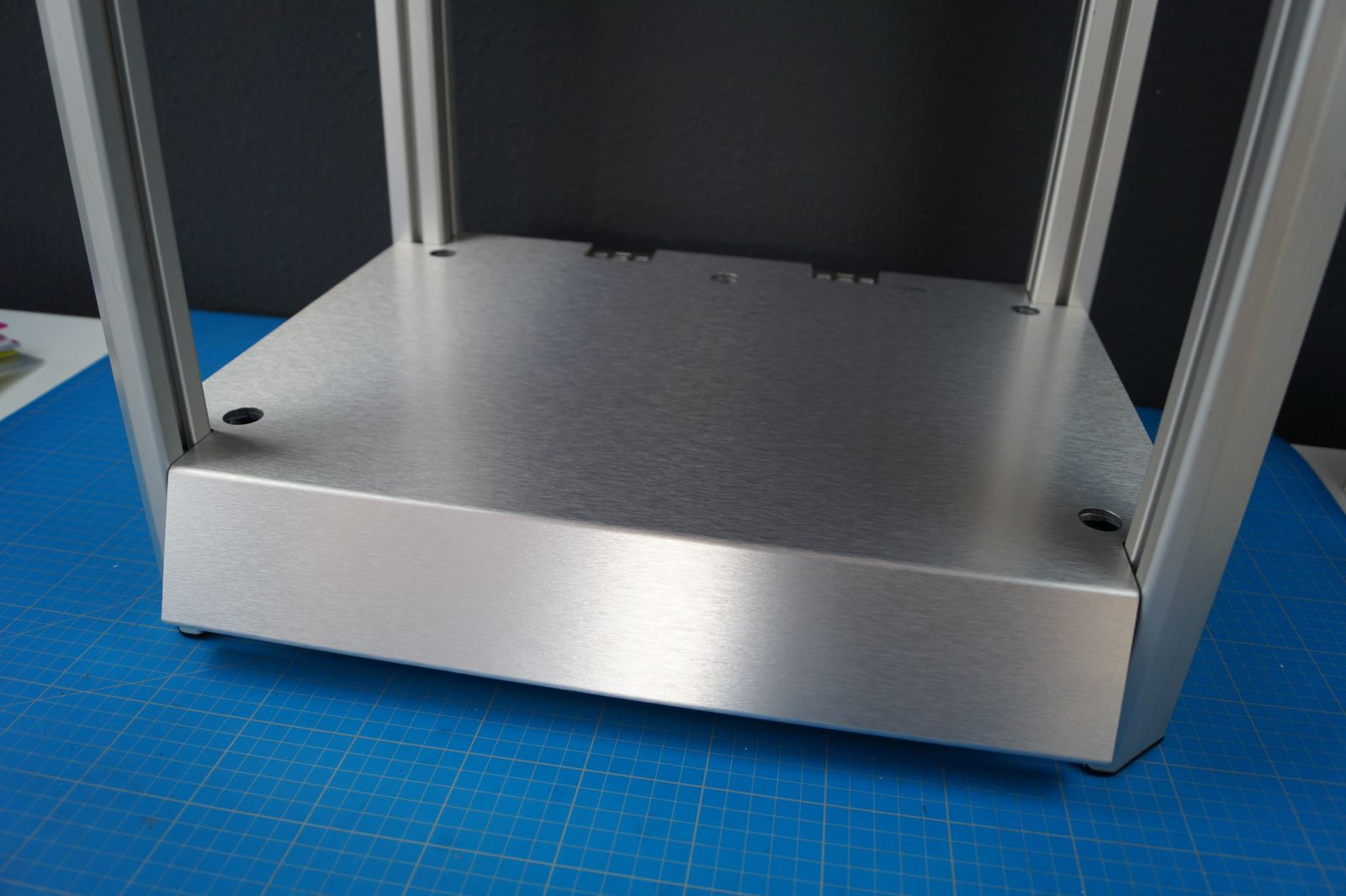
… und vorne einfach umgebogen. Die Nut an der Unterseite macht das macht das umbiegen per Hand sehr einfach. Man sollte die Kante mit einem Haarföhn erwärmen, damit der Lack nicht reißt. Sollte einem die Vorstellung widersprechen, dass man im Falle eines Netzteildefekts die Verkleidung abreißen muss, dann kann man in die Blende noch Löcher bohren, damit man von oben an die Schrauben ran kommt.