[#3] Z-Achse – sparkcube EDGE 255x175x400
Übersicht aller Bauschritte
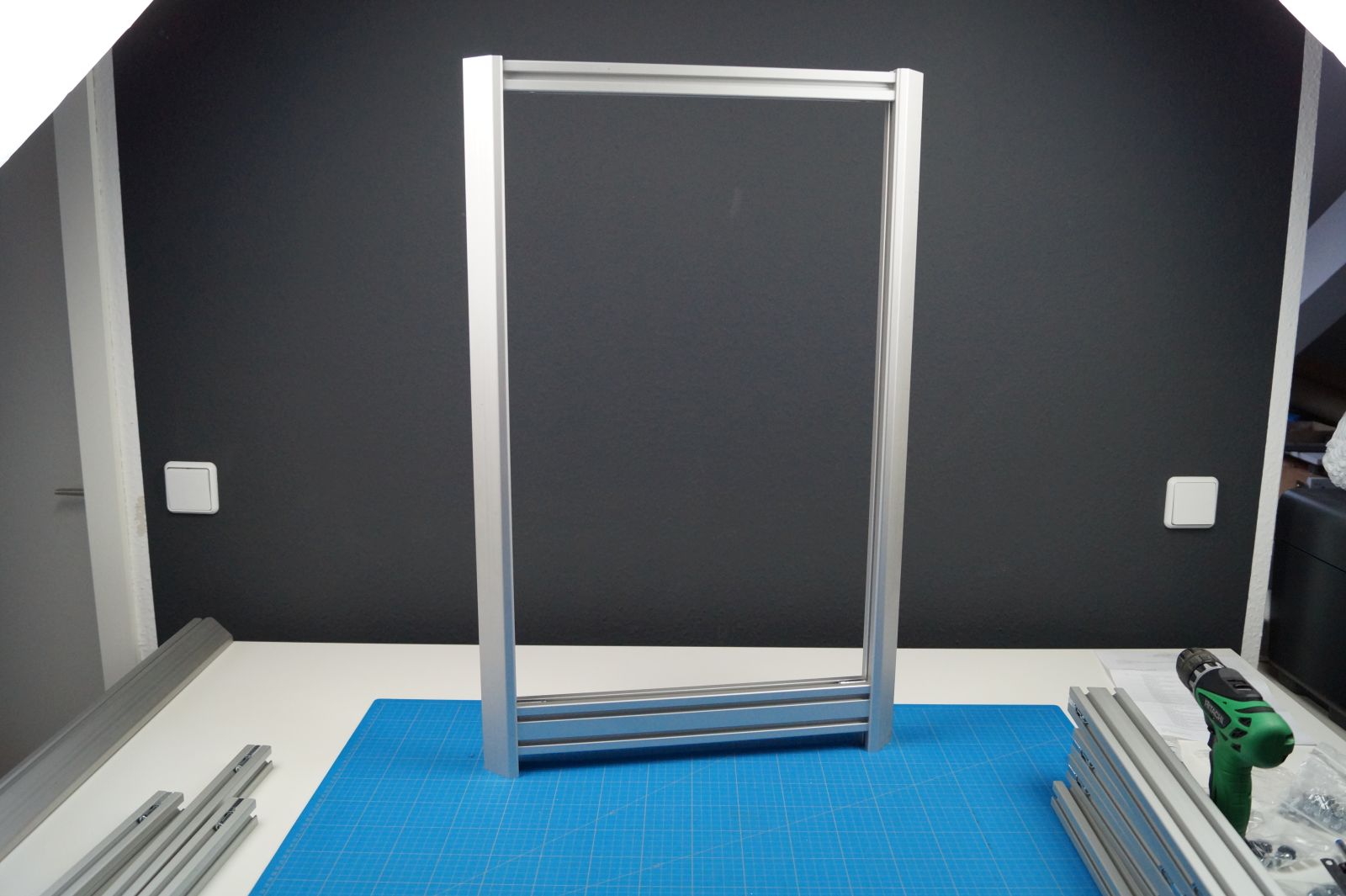
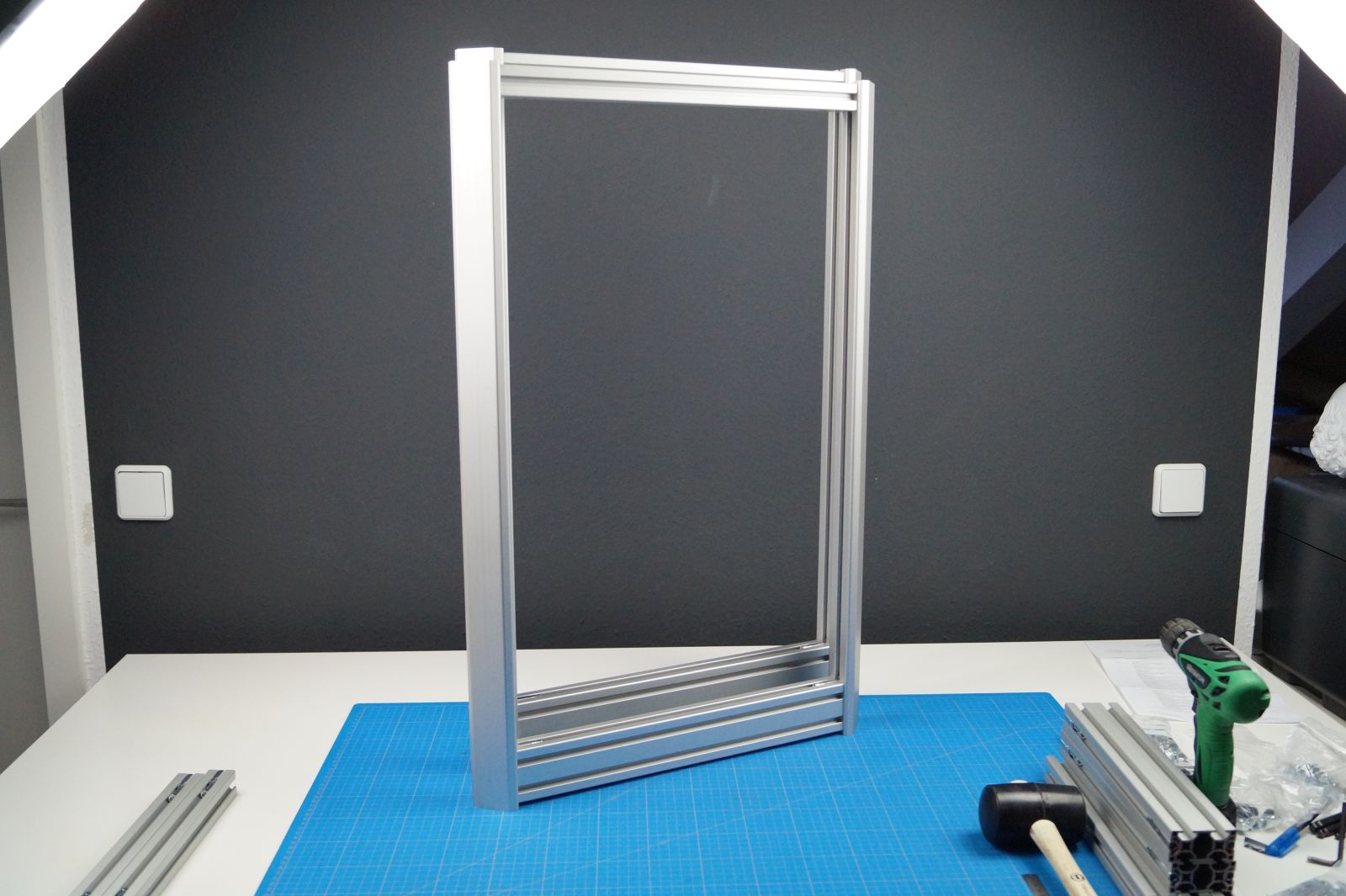
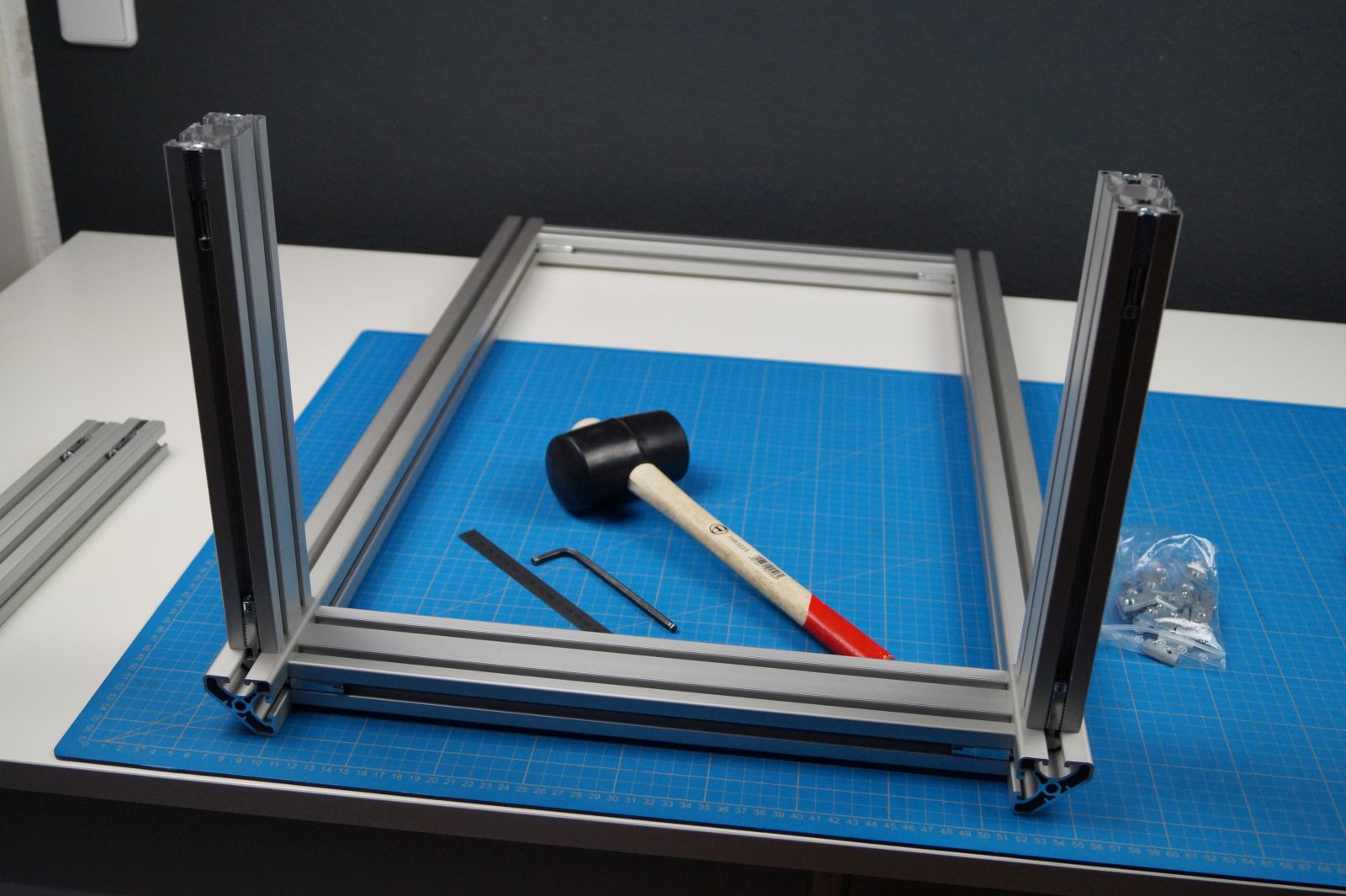
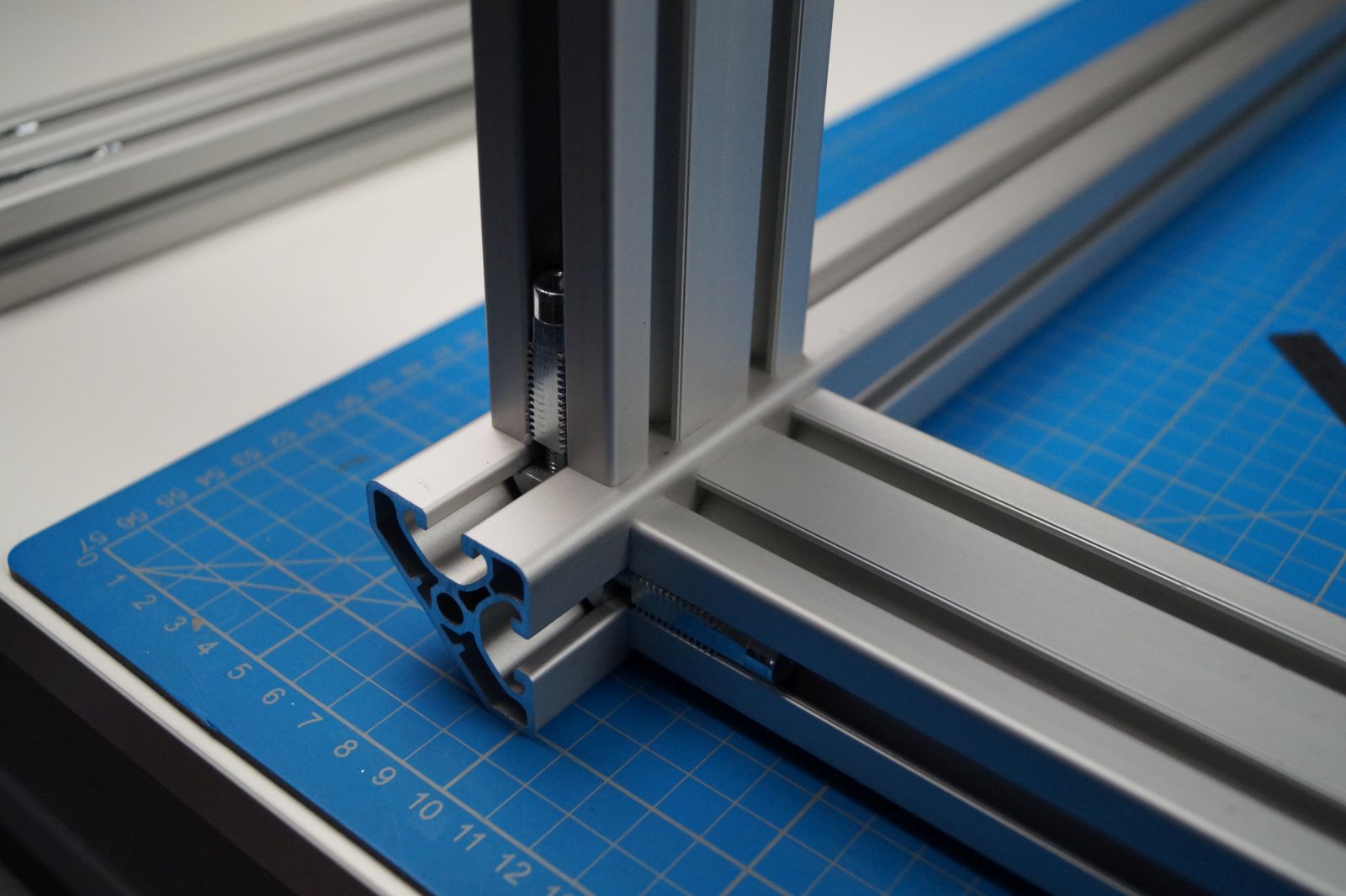
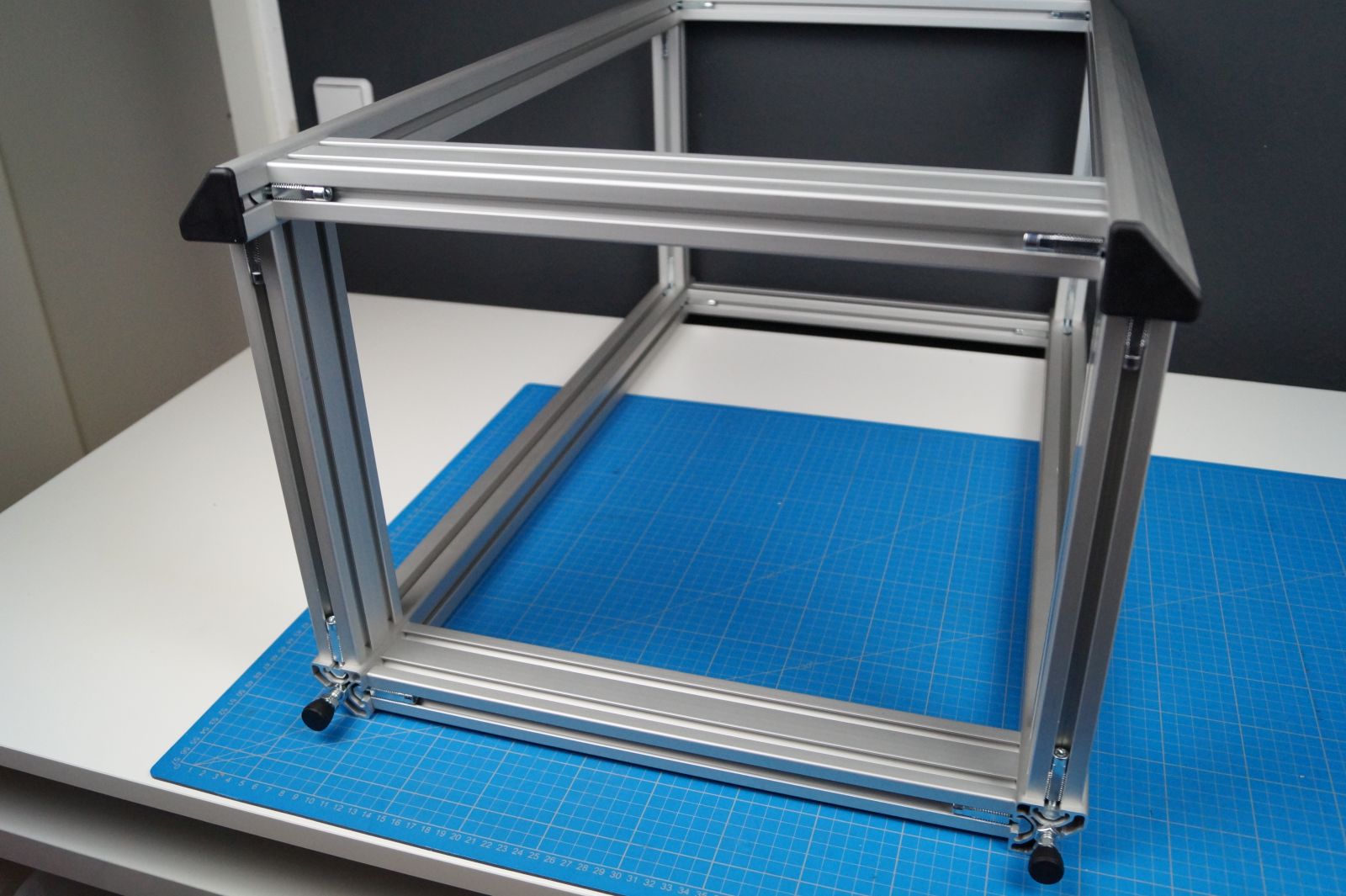
#1 Rahmen
#2 XY-Achse
#3 Z-Achse
#4 Elektronik
#5 Druckkopf
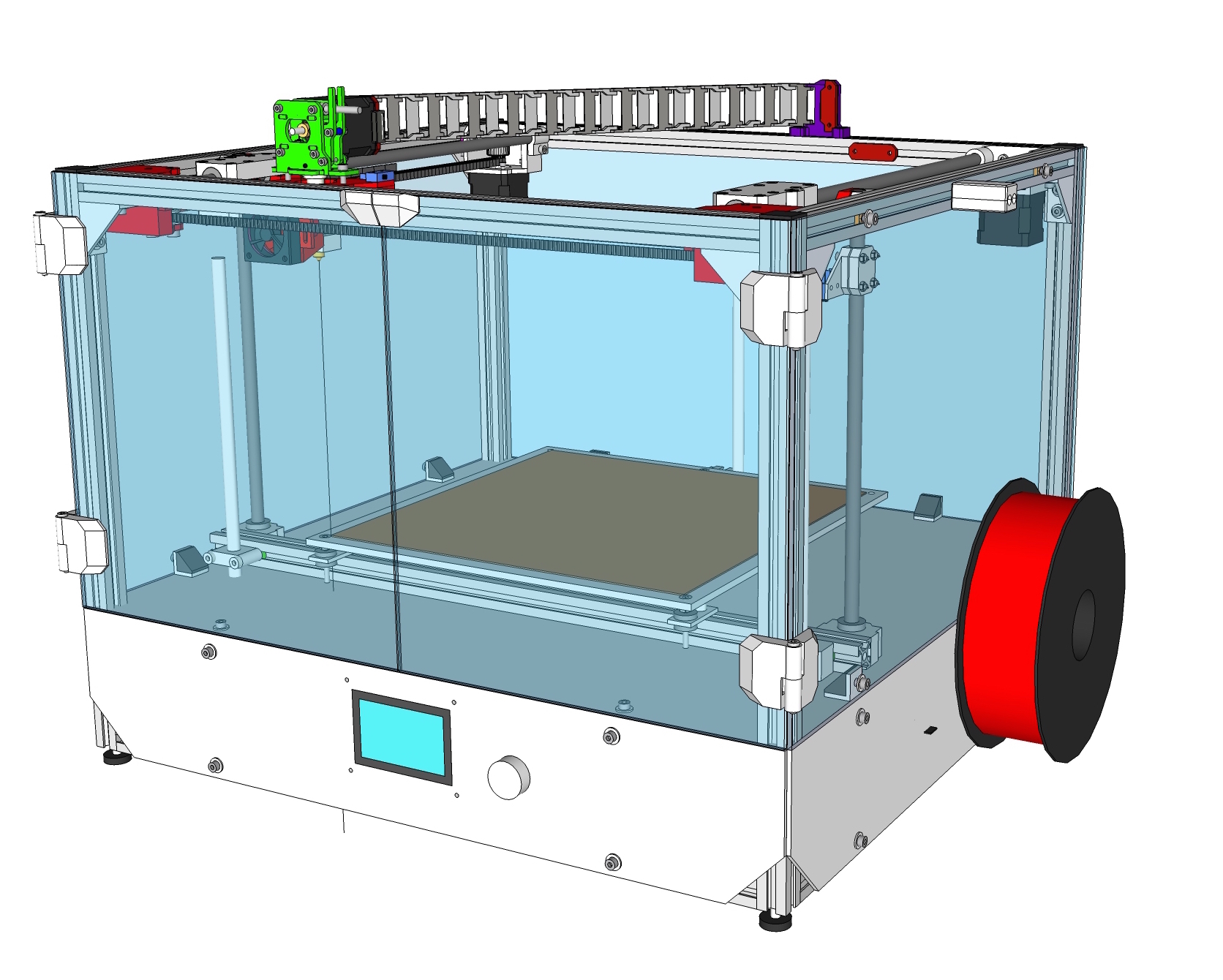
Z-Achse – sparkcube EDGE
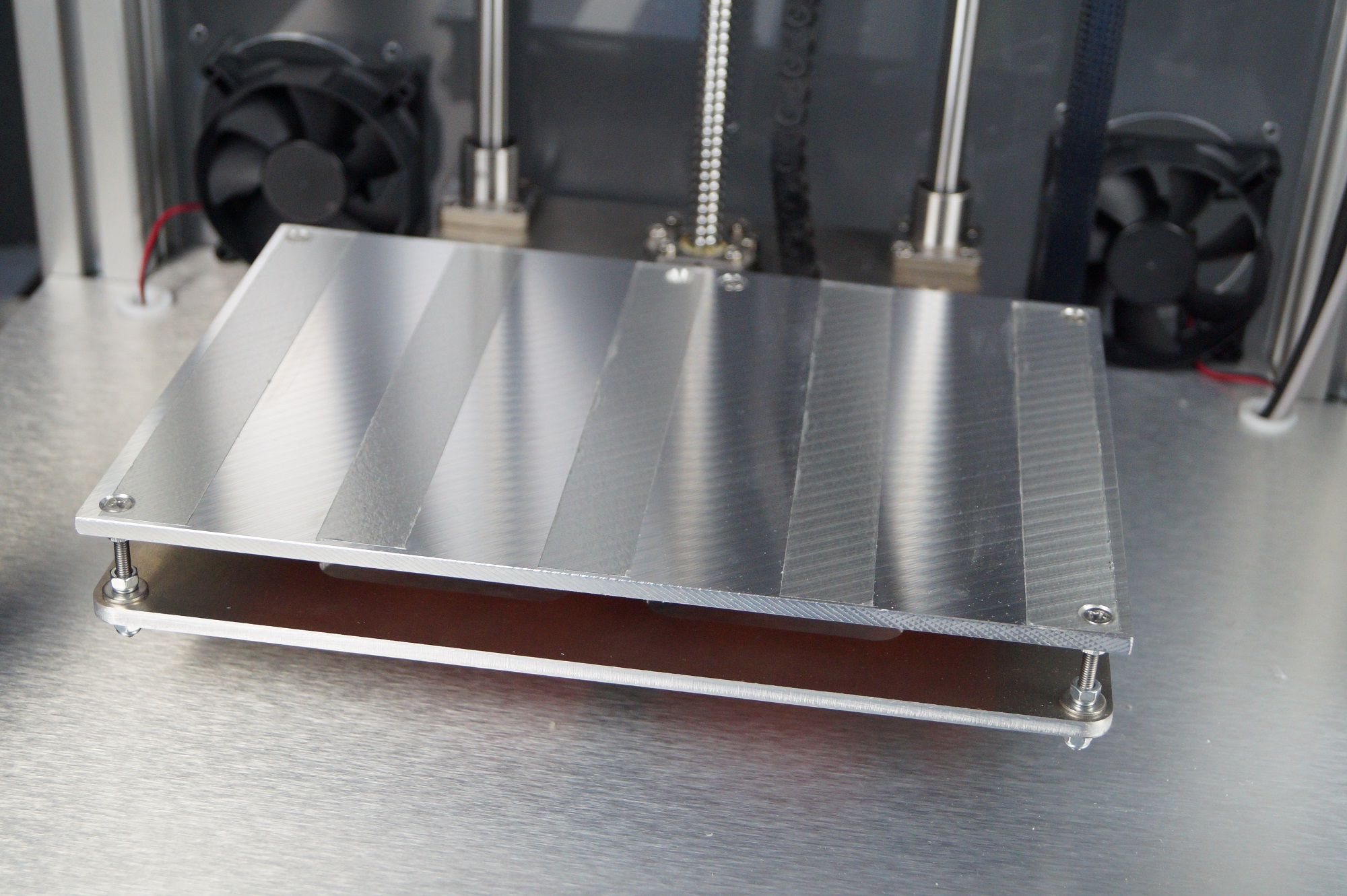
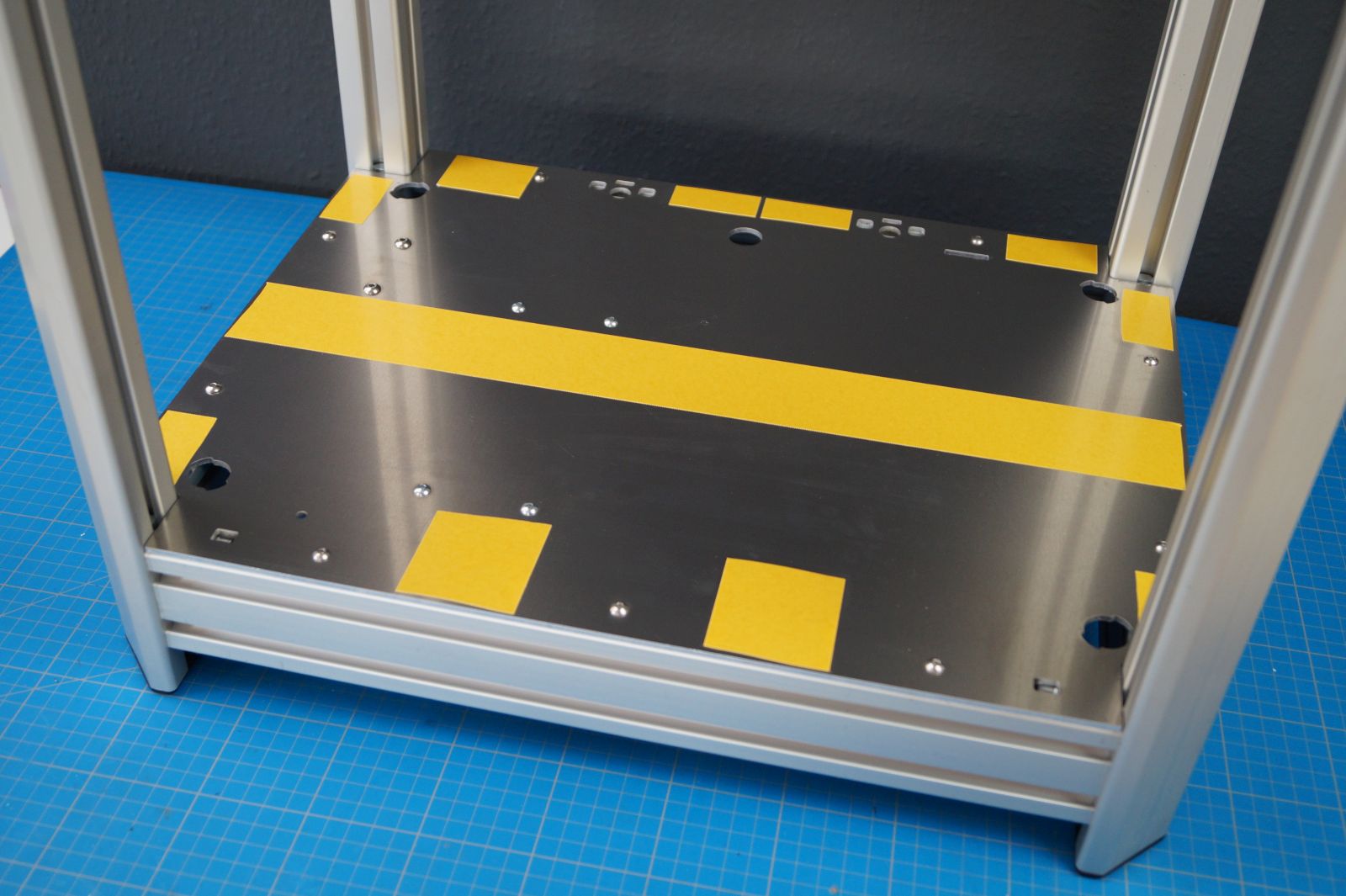
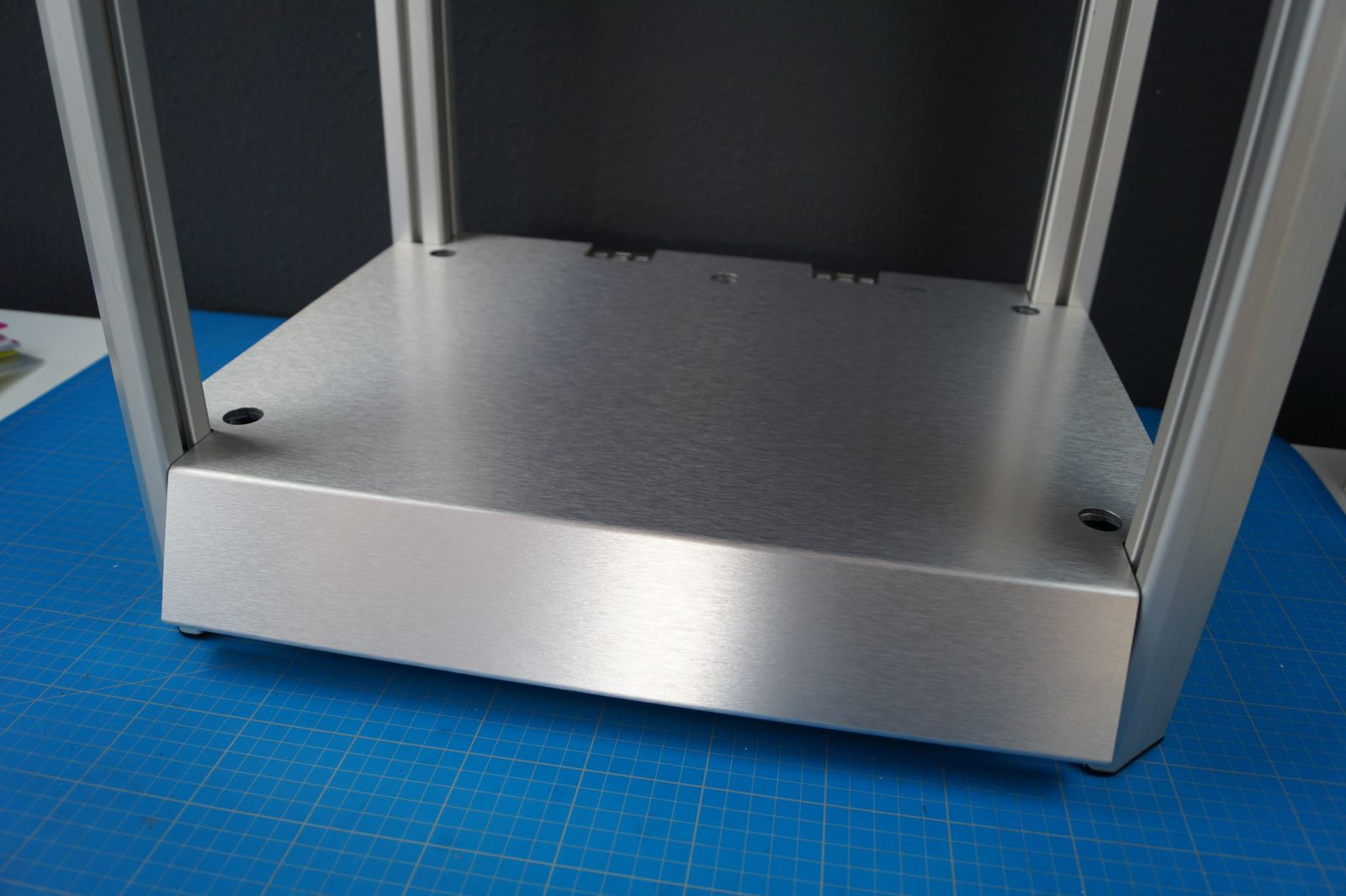
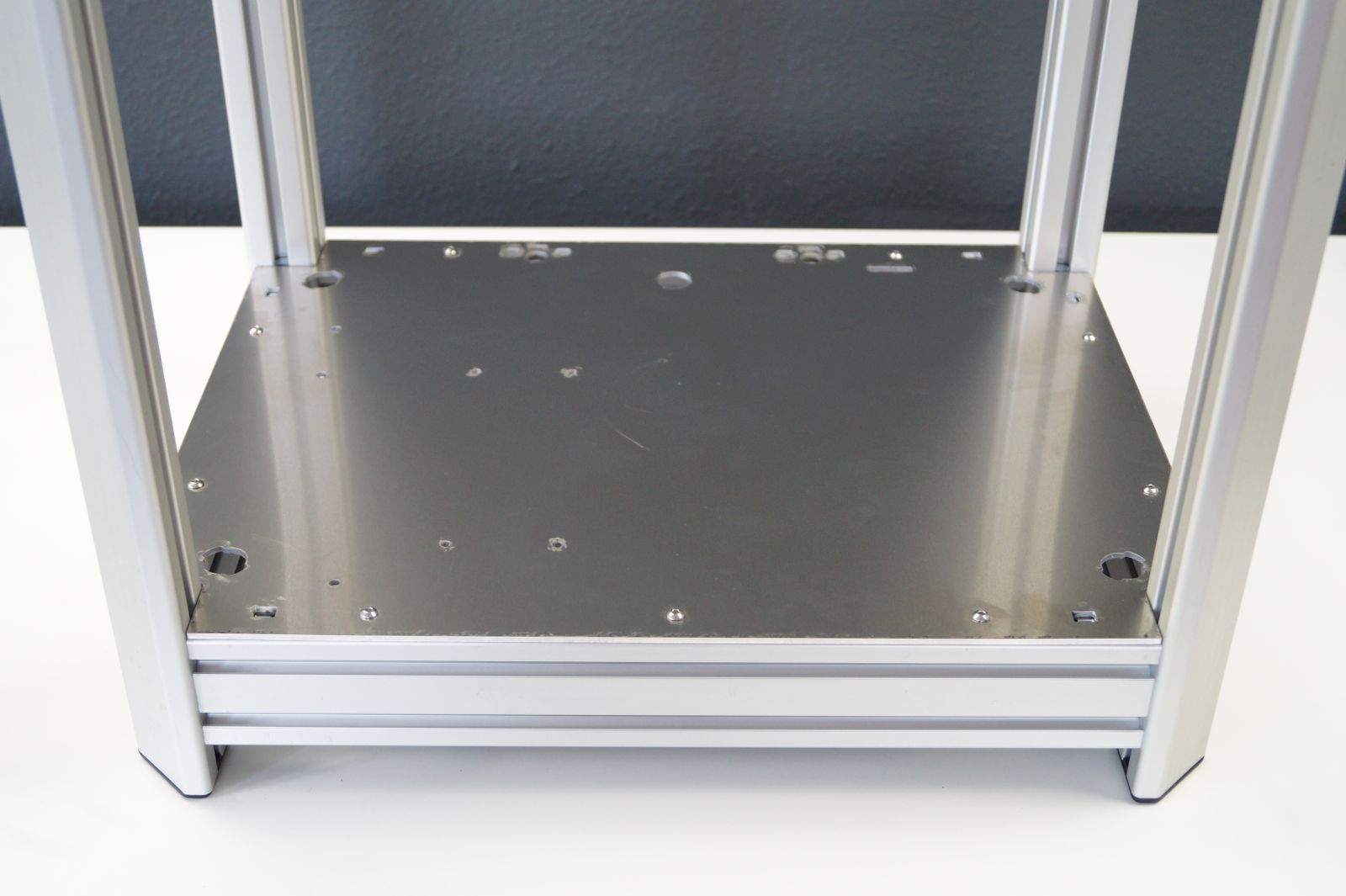
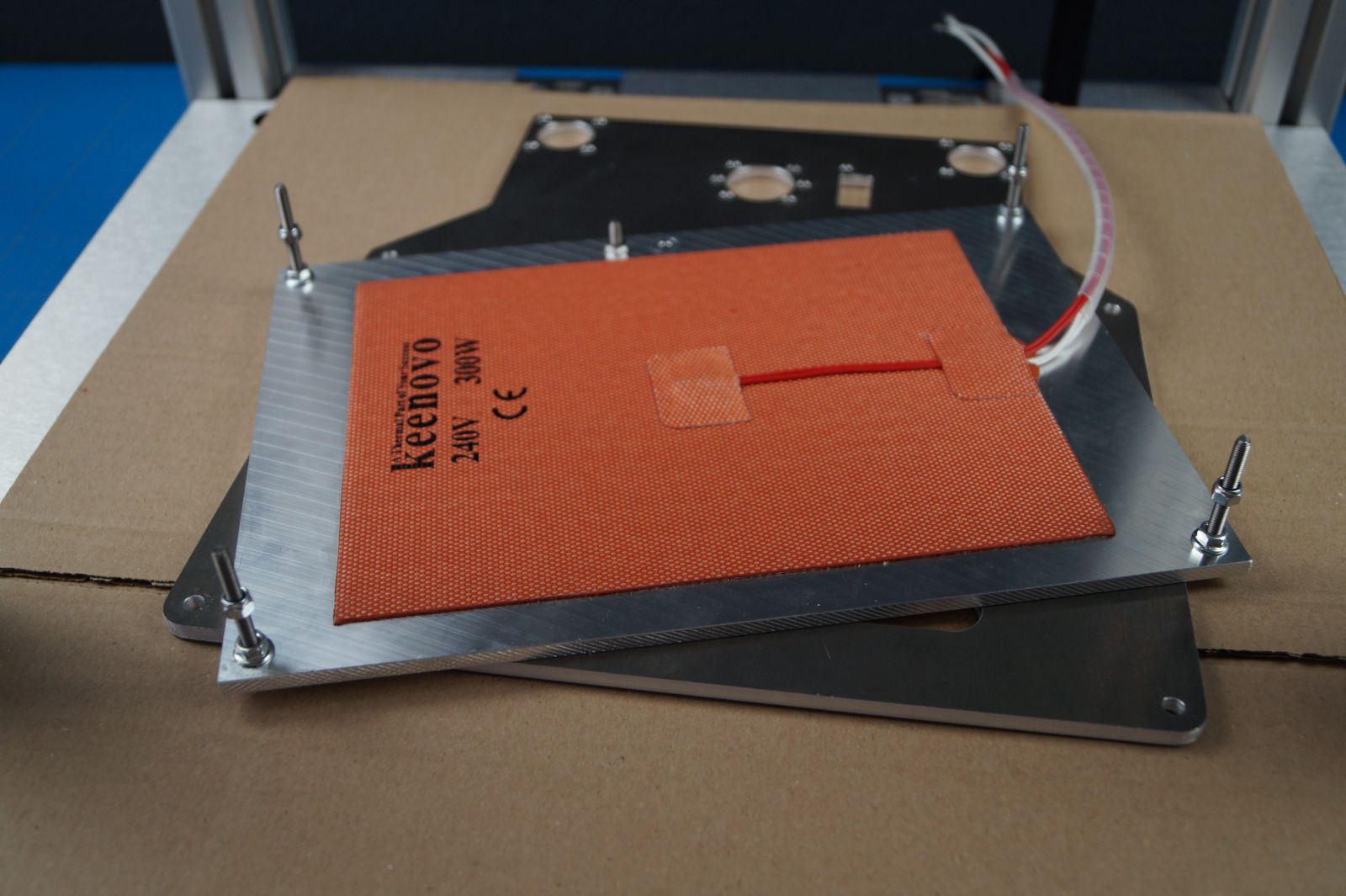
Die Druckplatte besteht aus einer Plangefrästen Alugussplatte mit 230V Heizmatte. Die Aluplatten müssen teilweise sehr gründlich gereinigt werden. Die Schutzfolie hinterlässt einen Waxartigen Film, auf dem die Heizmatte nicht ausreichend klebt und eine mangelhaft verklebte Heizmatte ist ein enormes Sicherheitsrisiko! Vor dem Aufbringen der Heizmatte mit einem Streifen Klebeband testen, ob er an der Platte klebt.
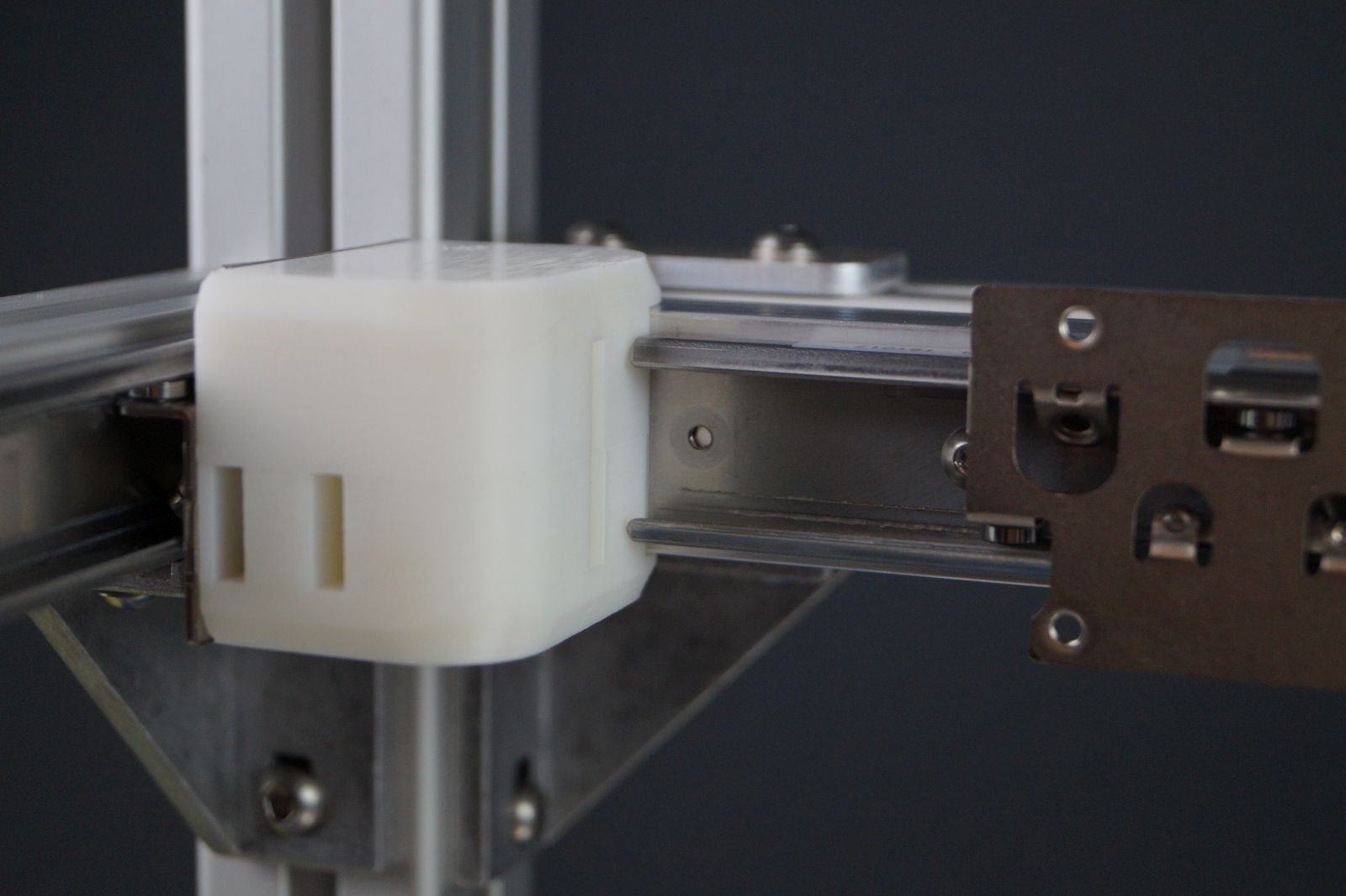
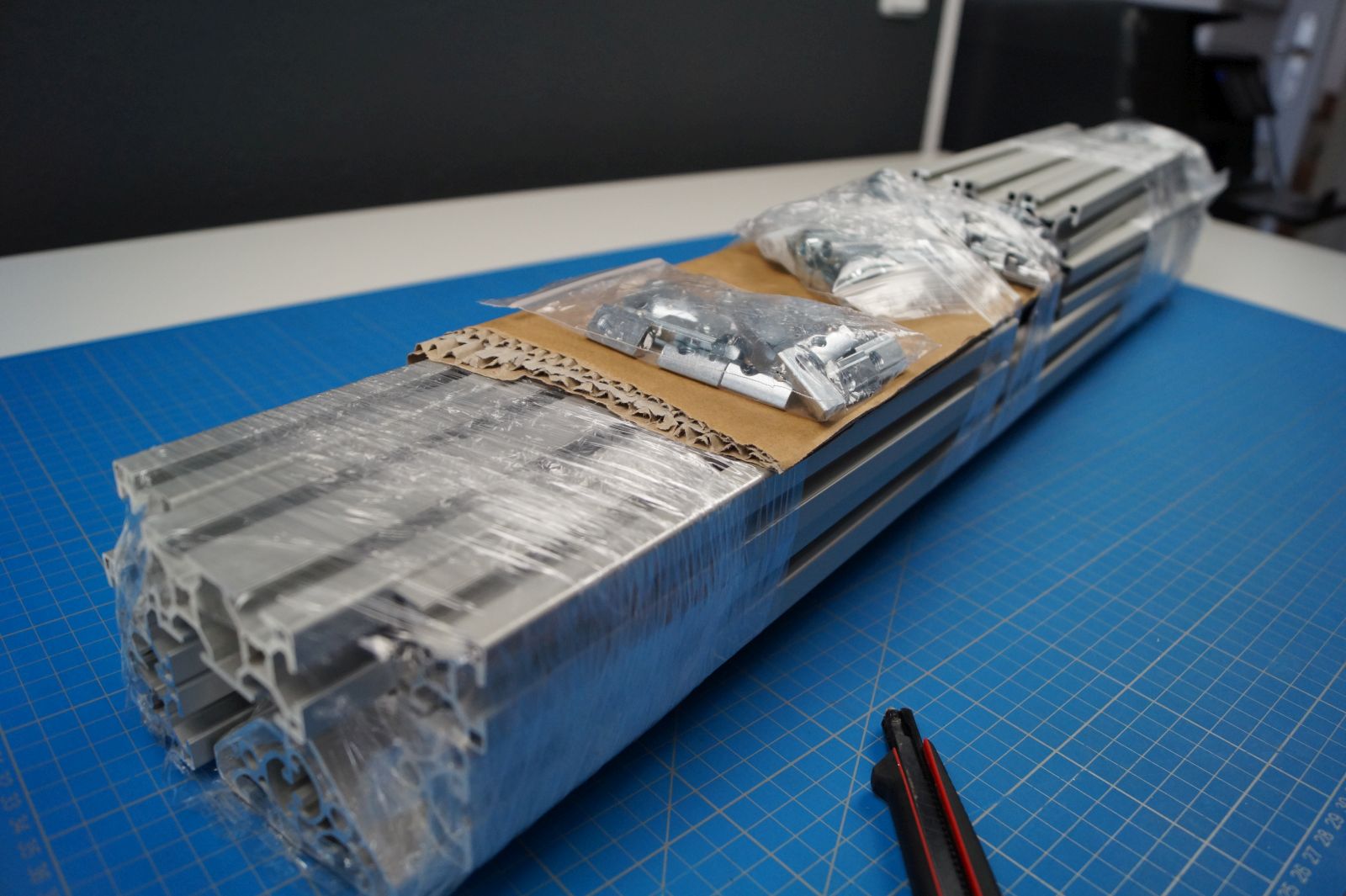
Die Linearlager sind lange Varianten mit Flansch in der Mitte.
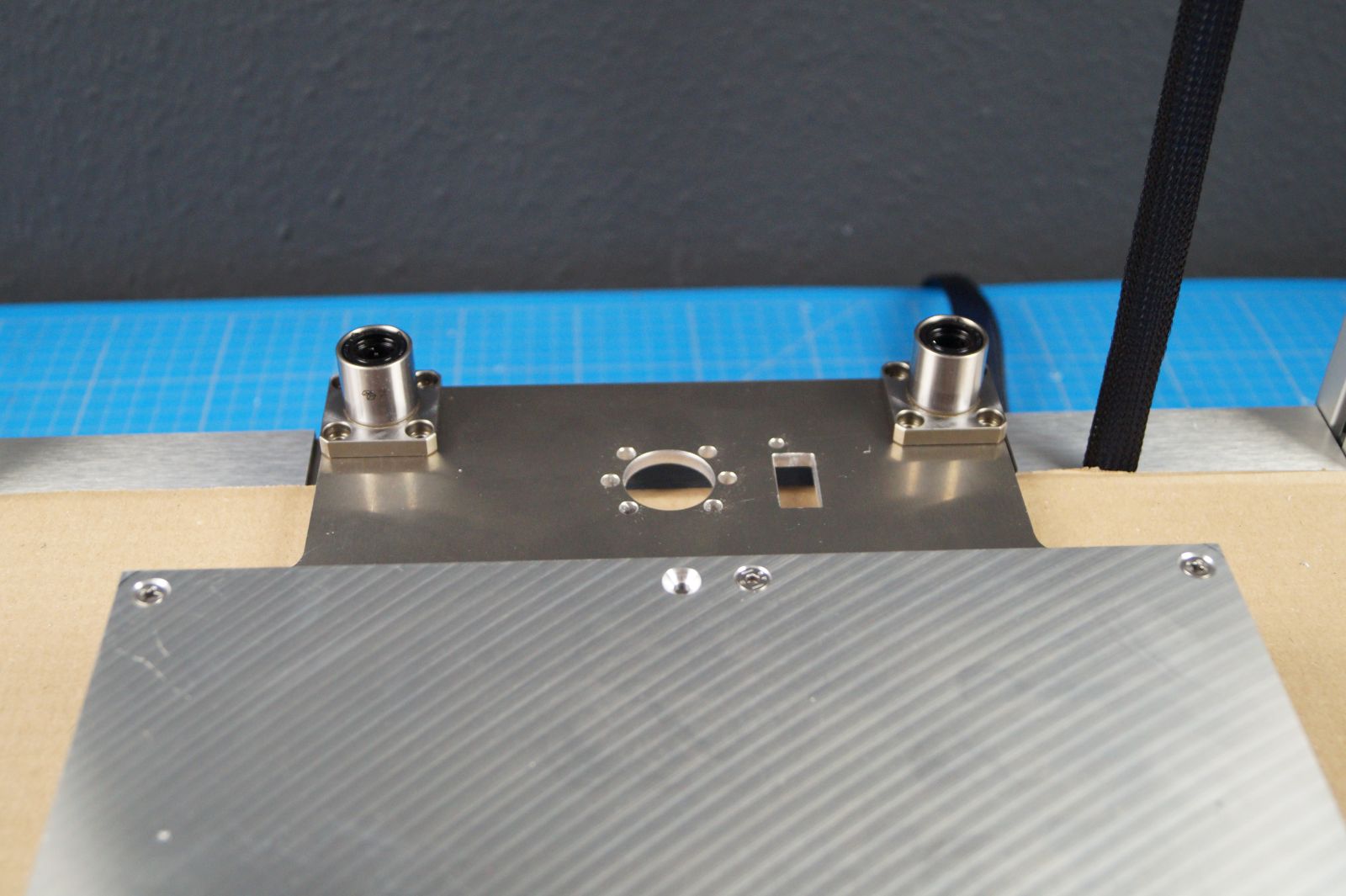
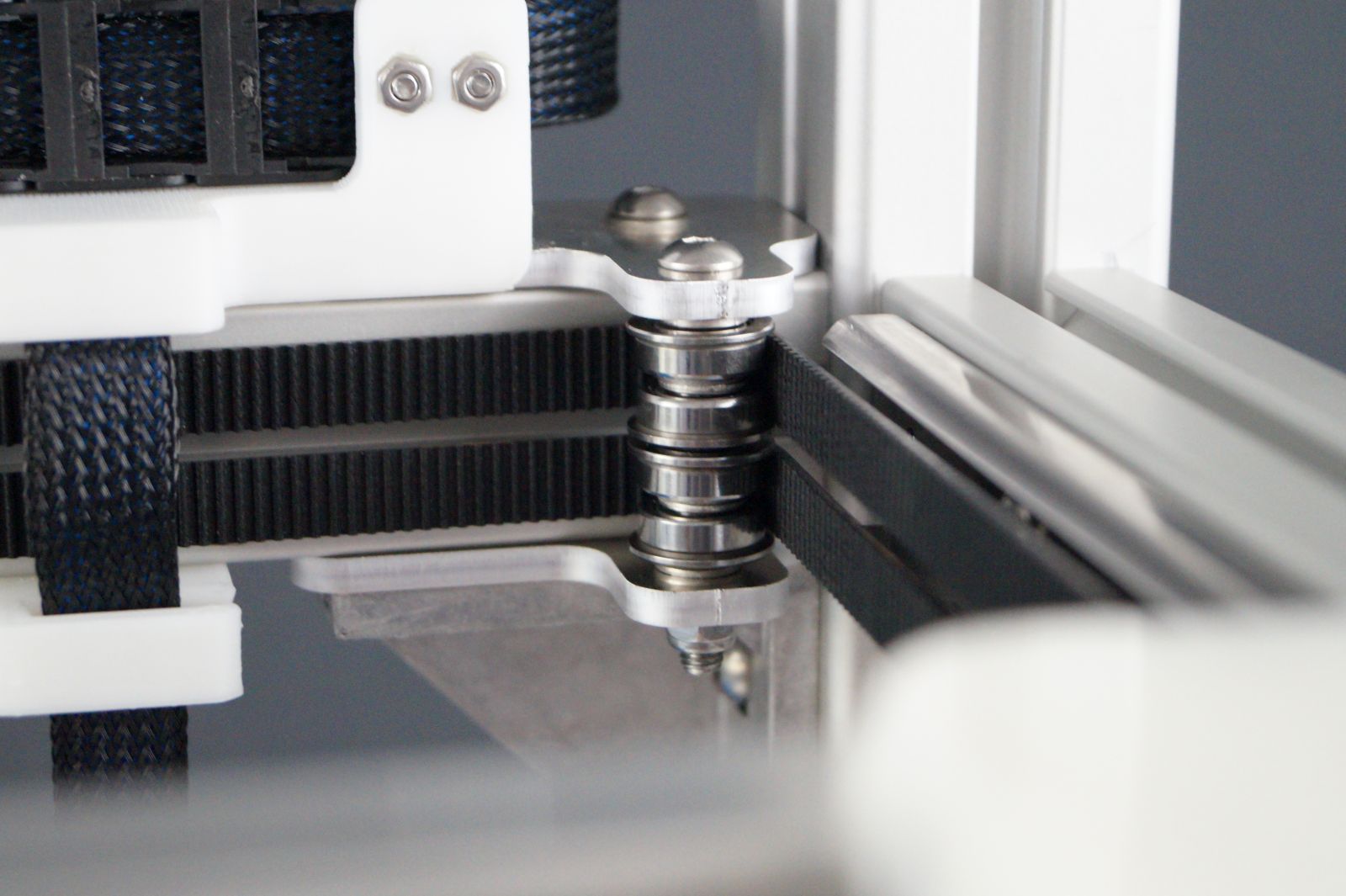
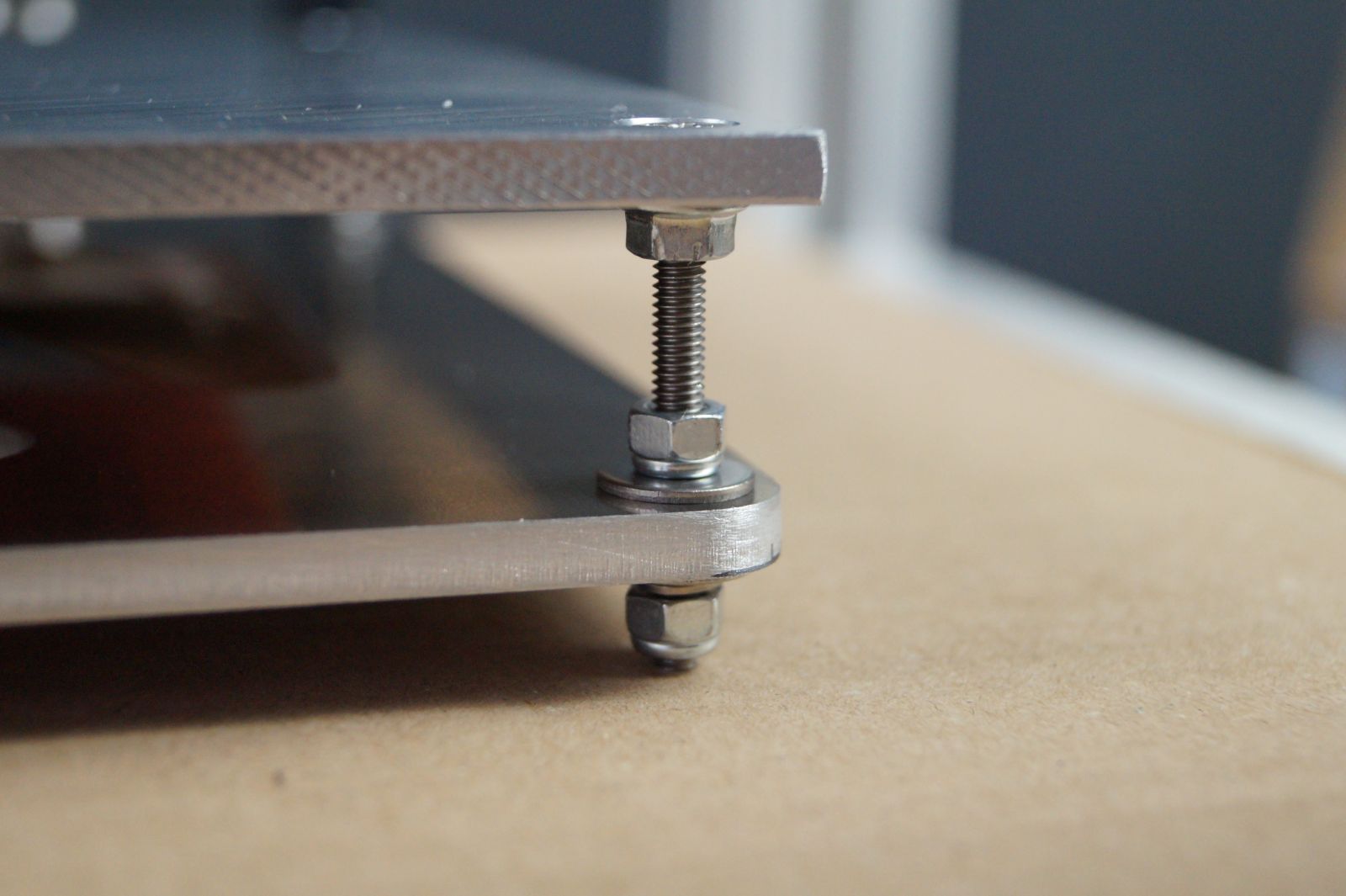
Bei der Bettaufnahme sind von unten Federscheiben eingeführt, damit mit etwas Kraftaufwand eine Verschiebung möglich ist. Dies ermöglicht der Platte eine Wärmeausdehnung ohne innere Spannungen.


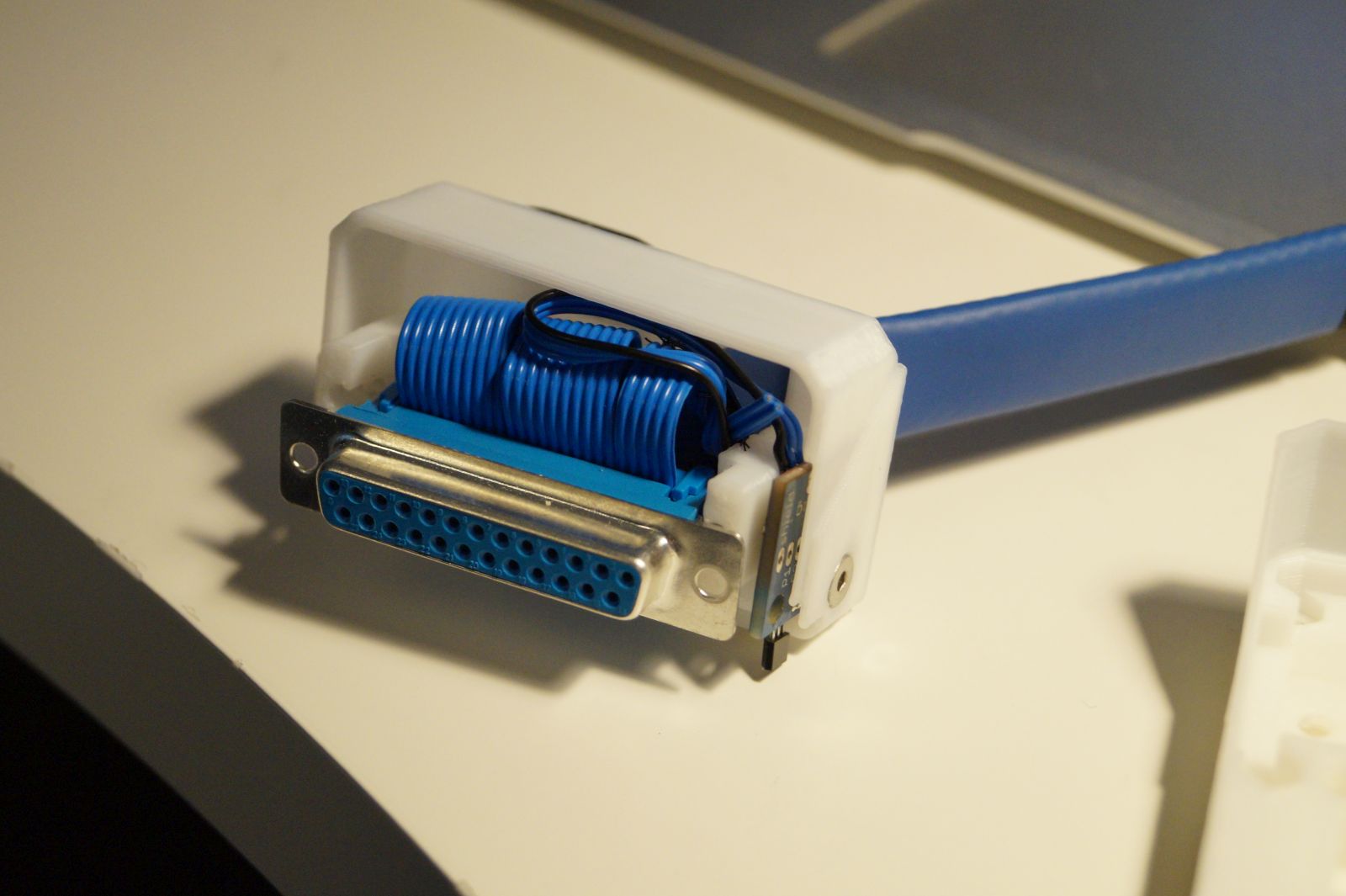
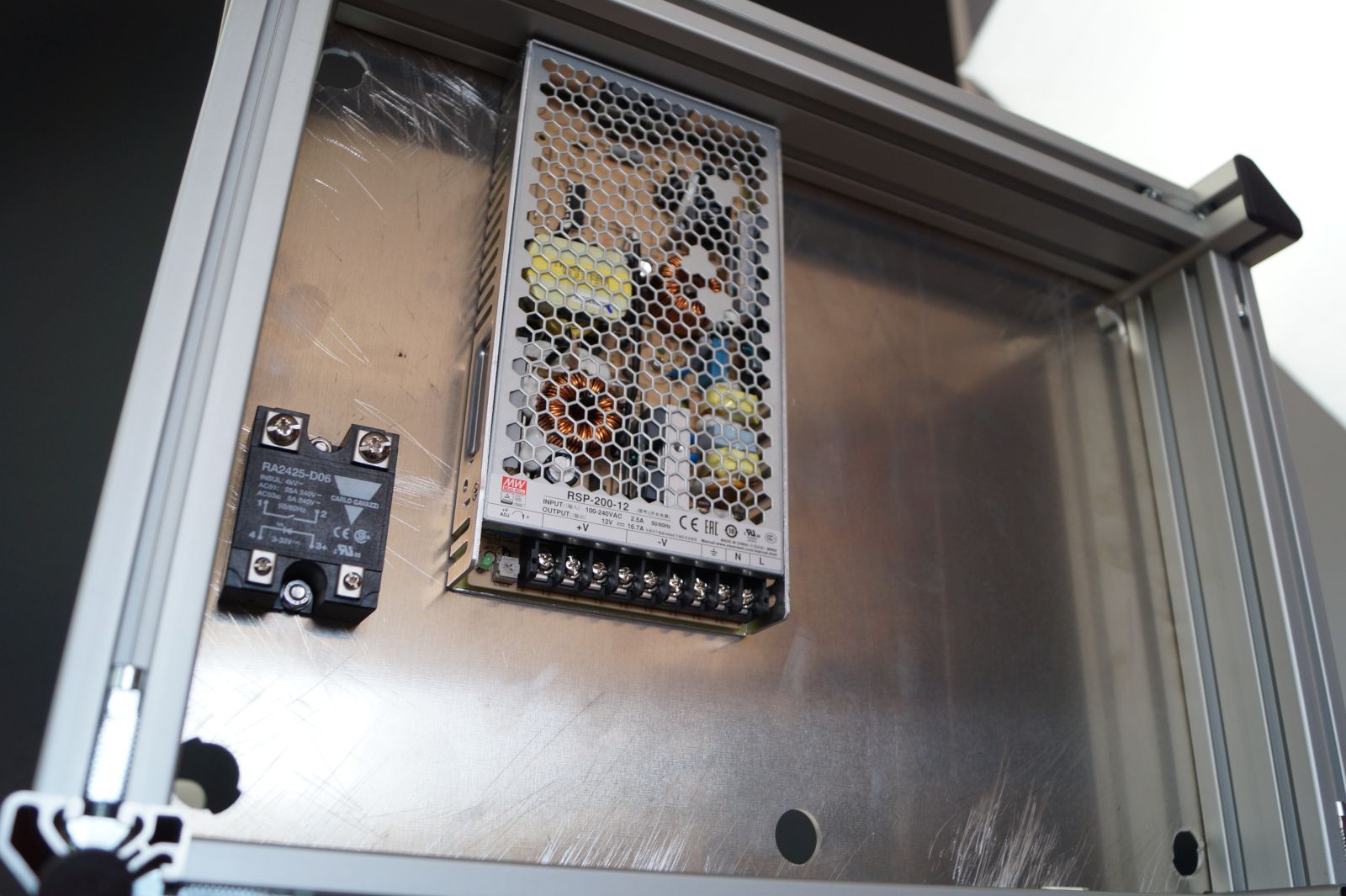
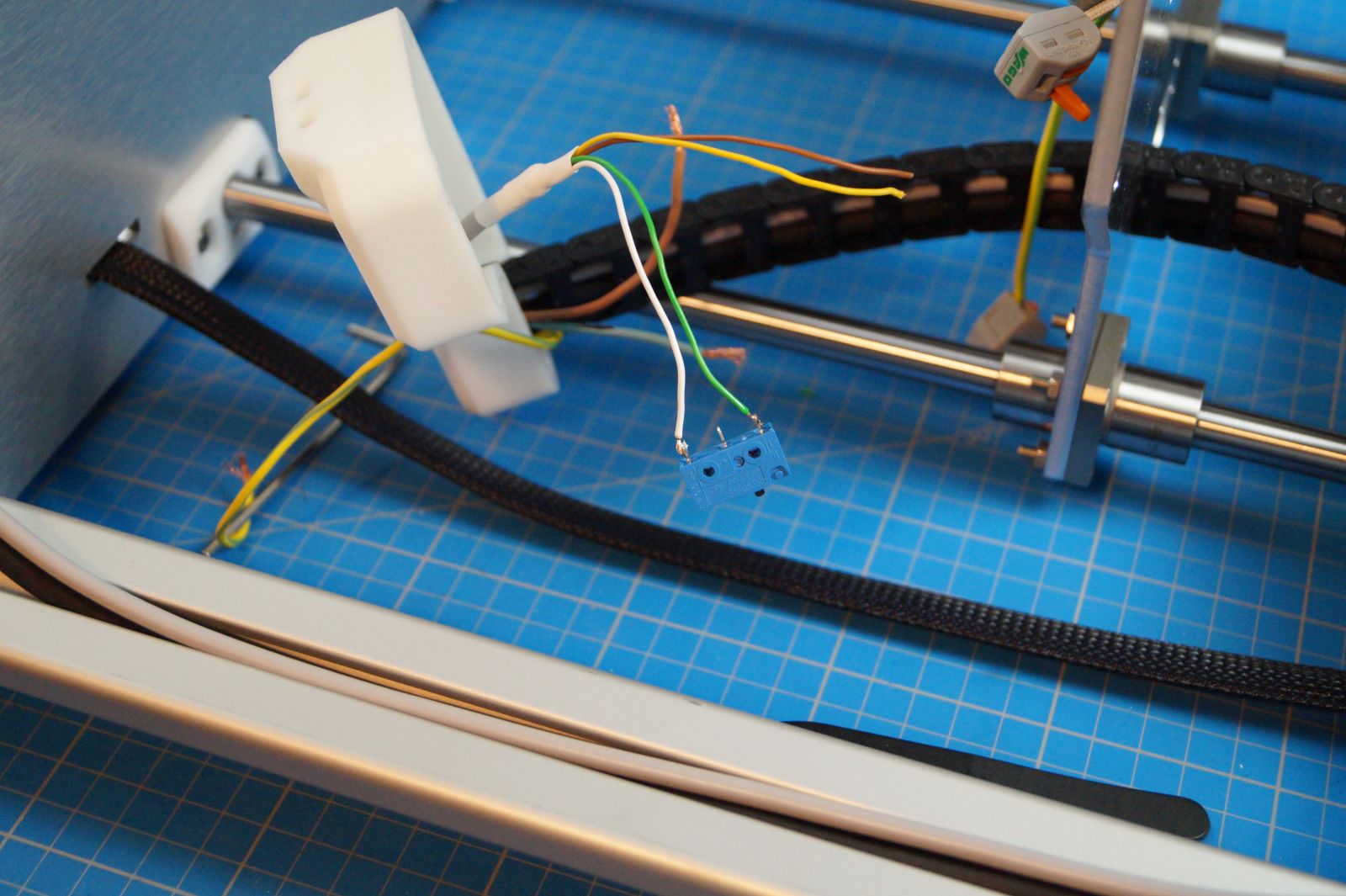
Die 230V Verkabelungen müssen stets von einem Fachmann vorgenommen werden. Zusätzlich zu L,N und PE liegt ein geschirmtes 4 adriges Kabel in der Z Schleppkette für Thermistor und Z-Endschalter.

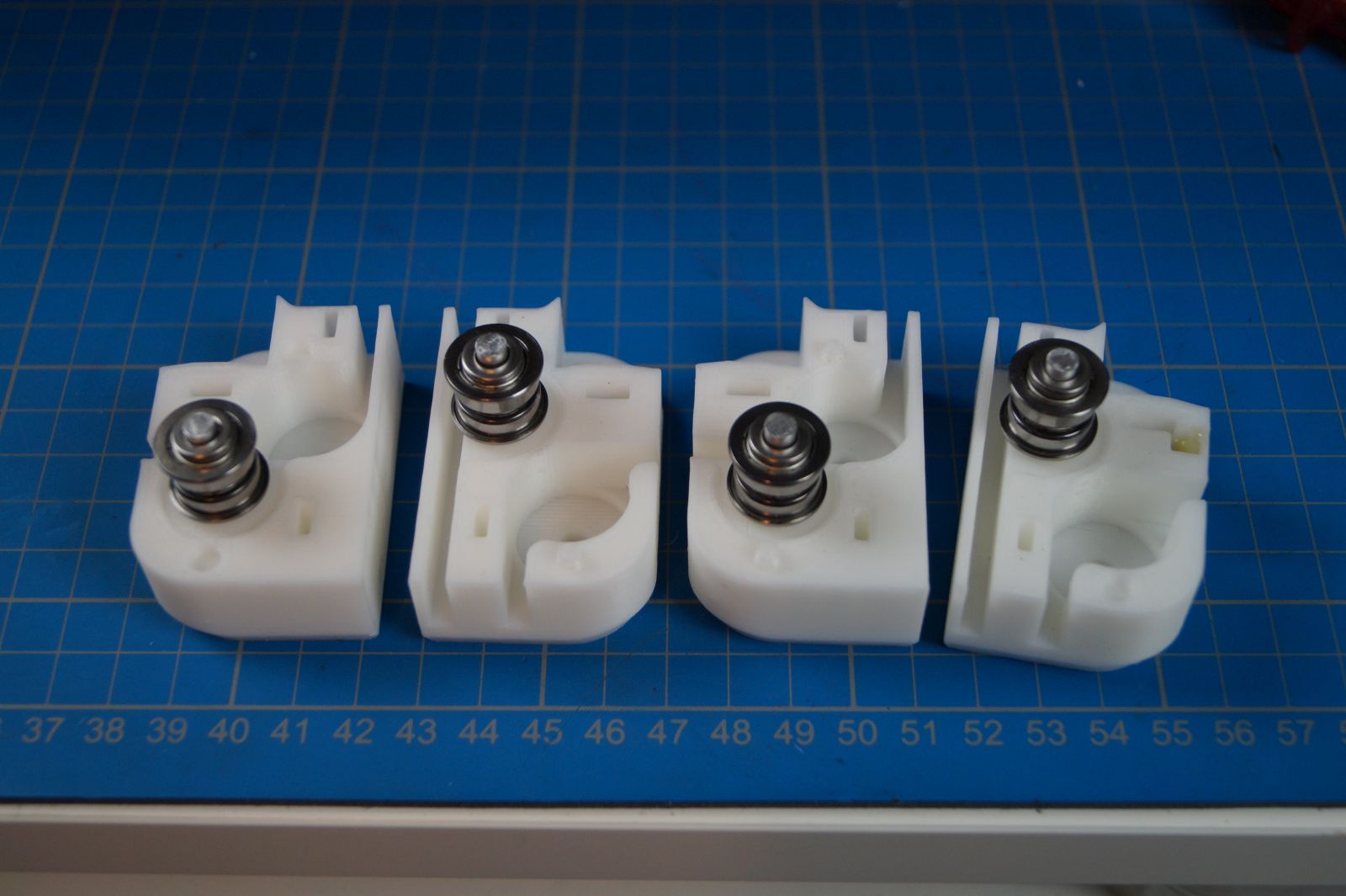
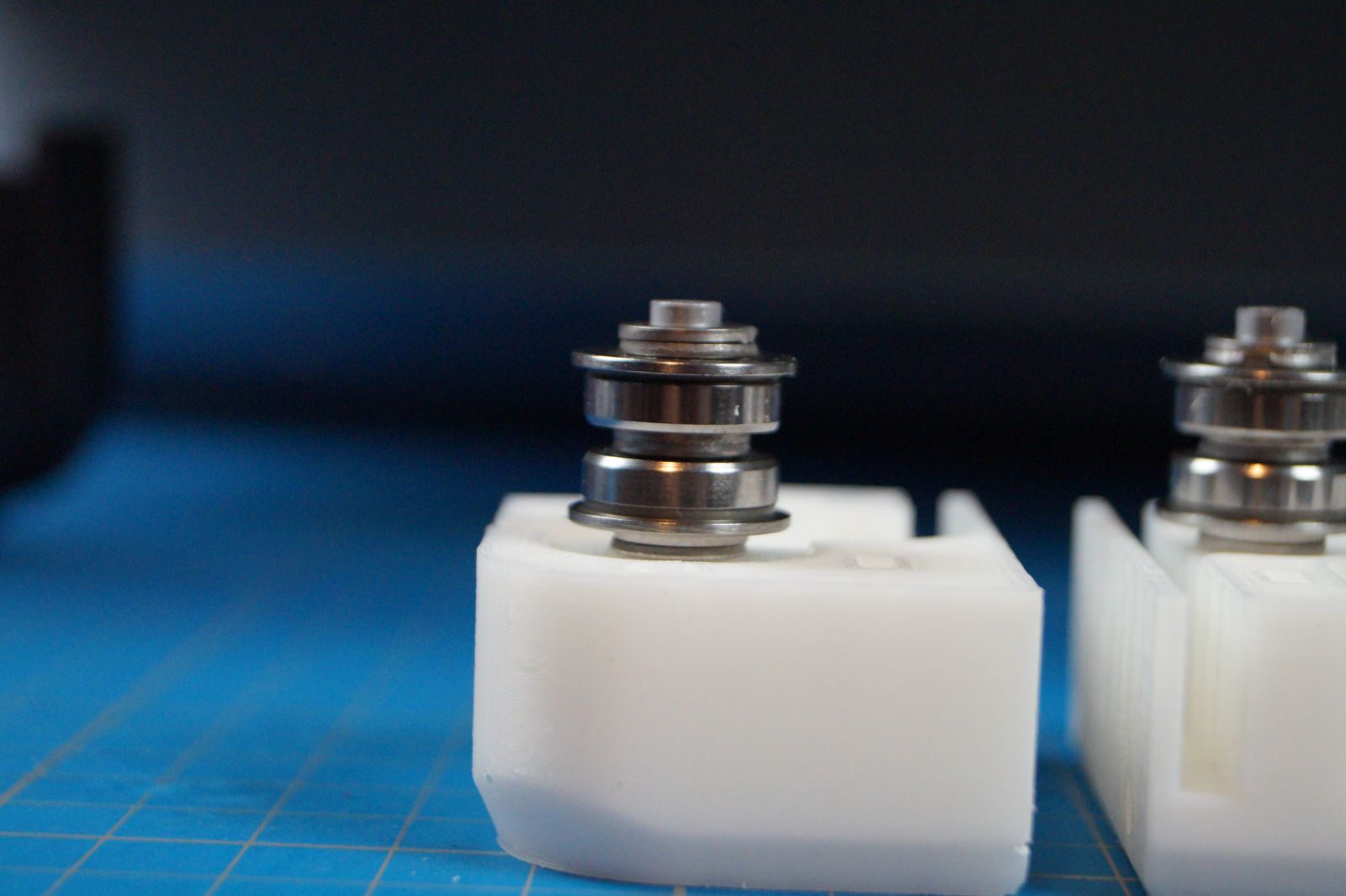
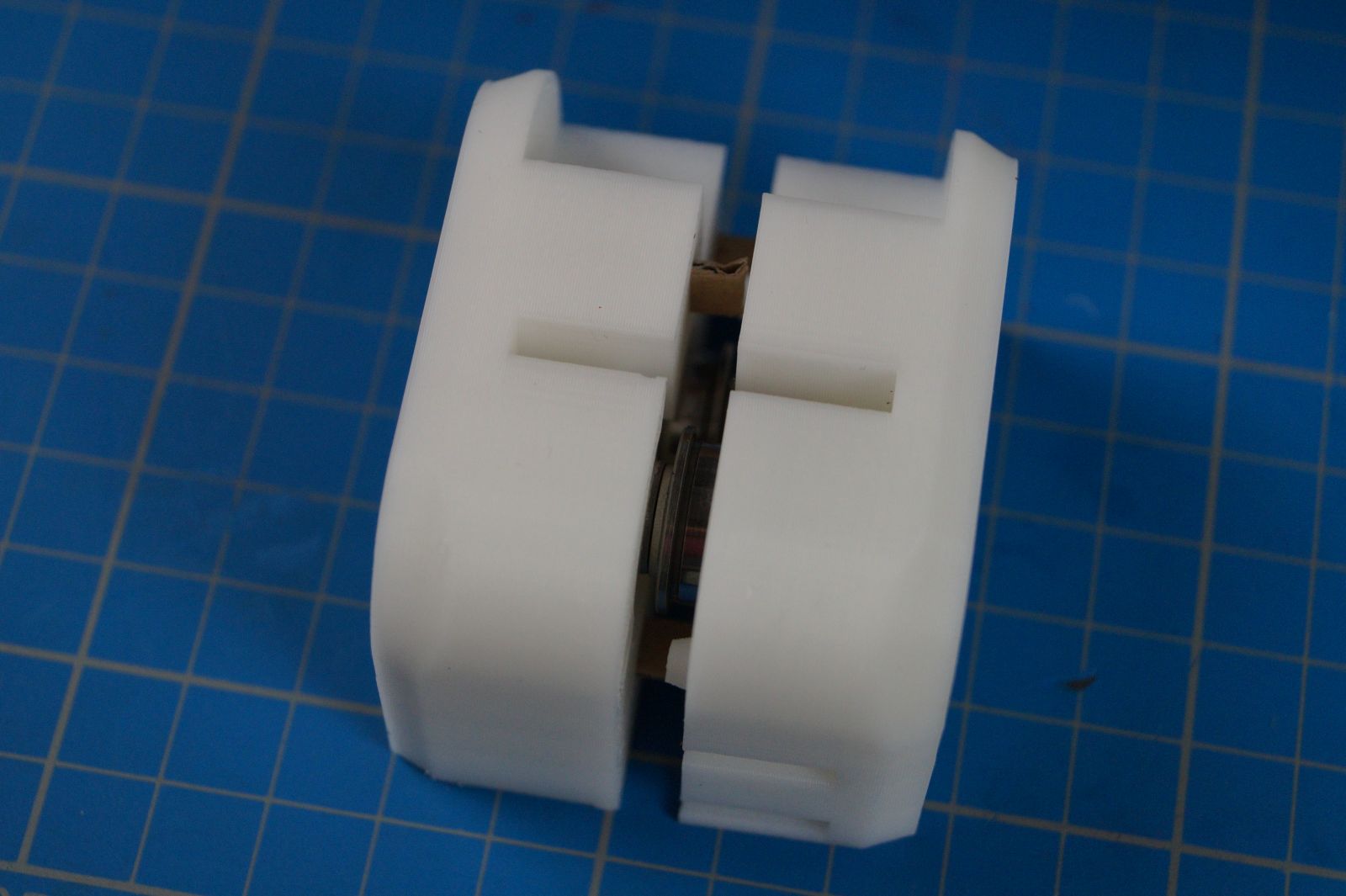
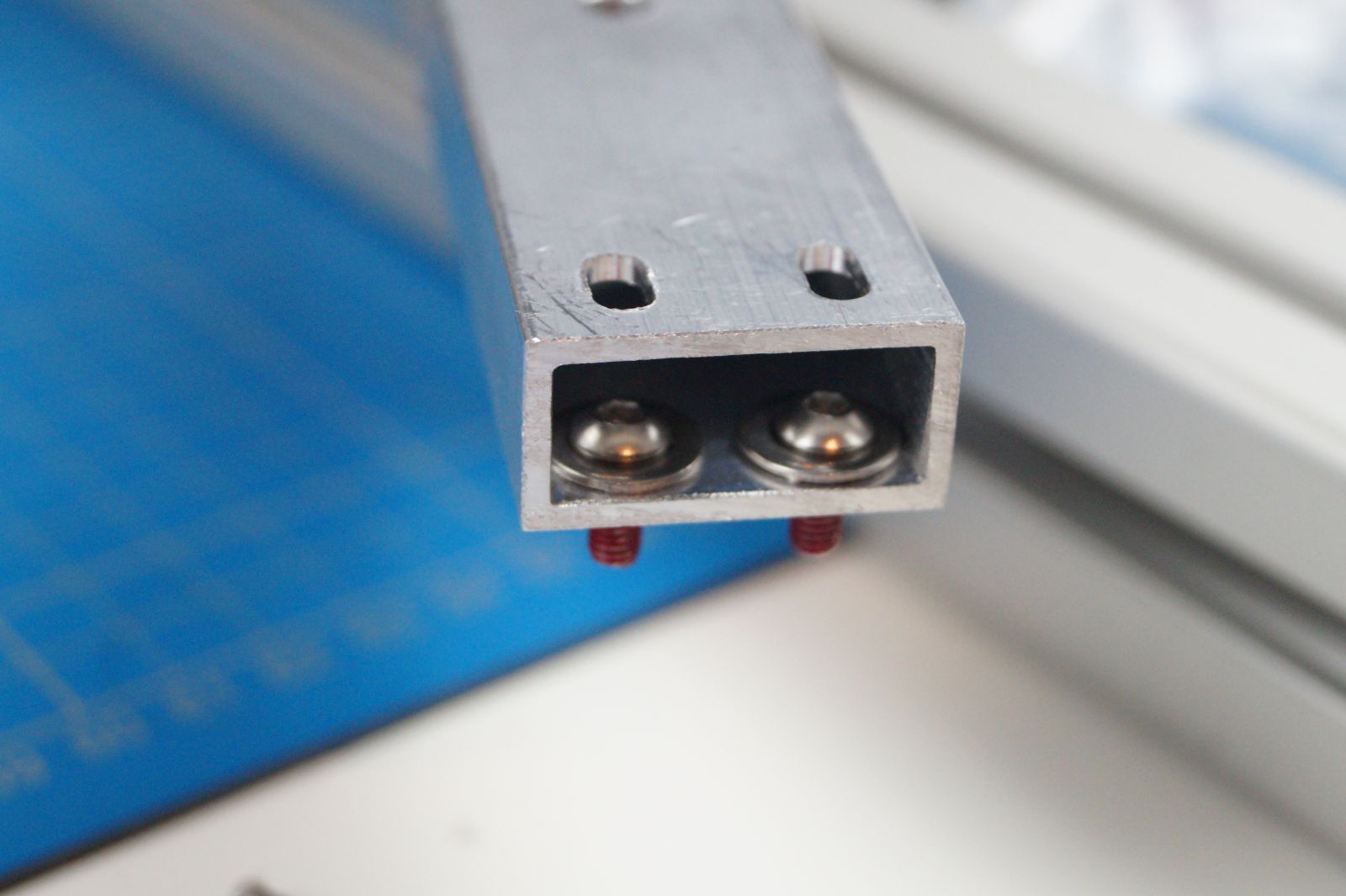
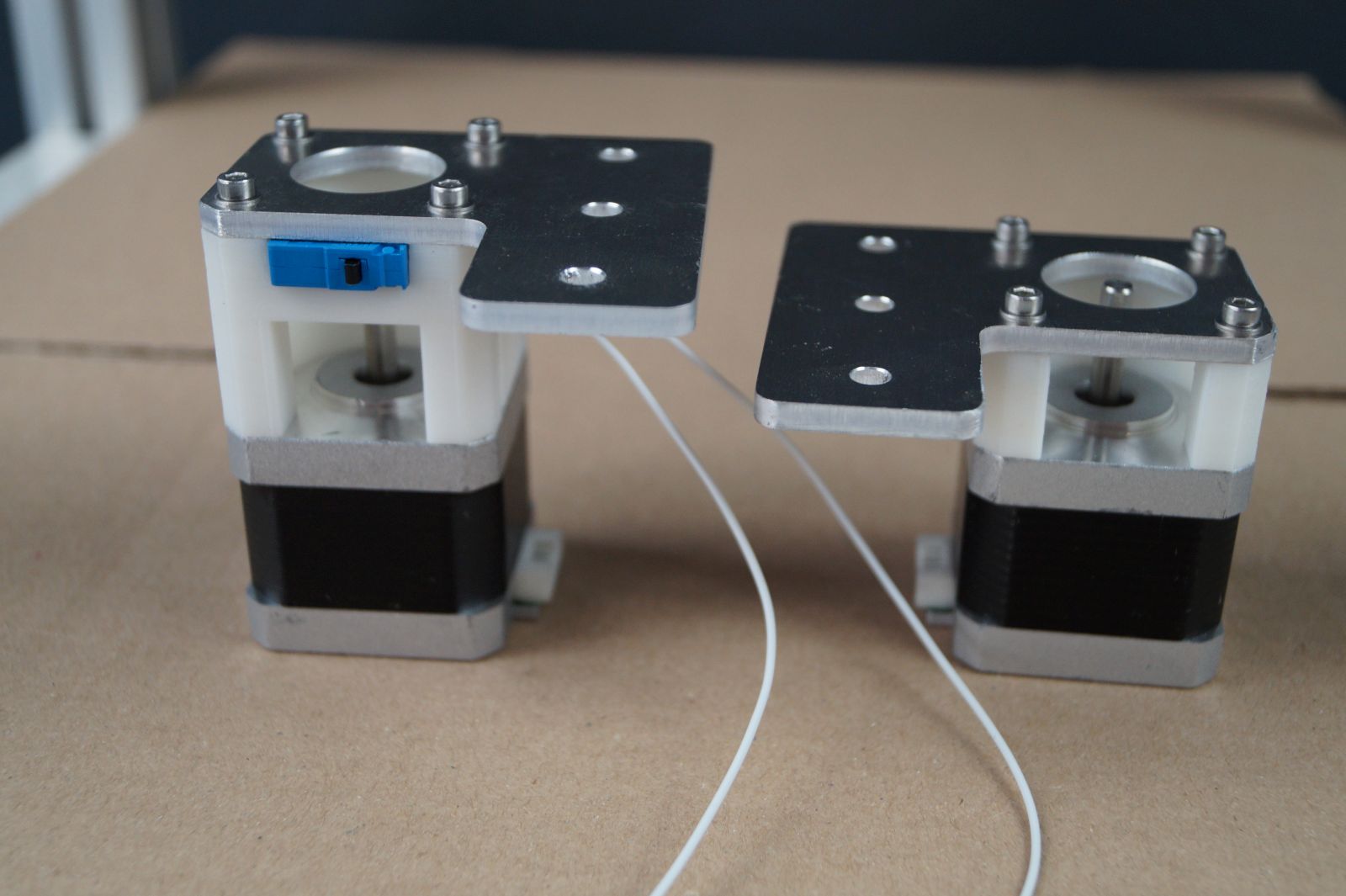
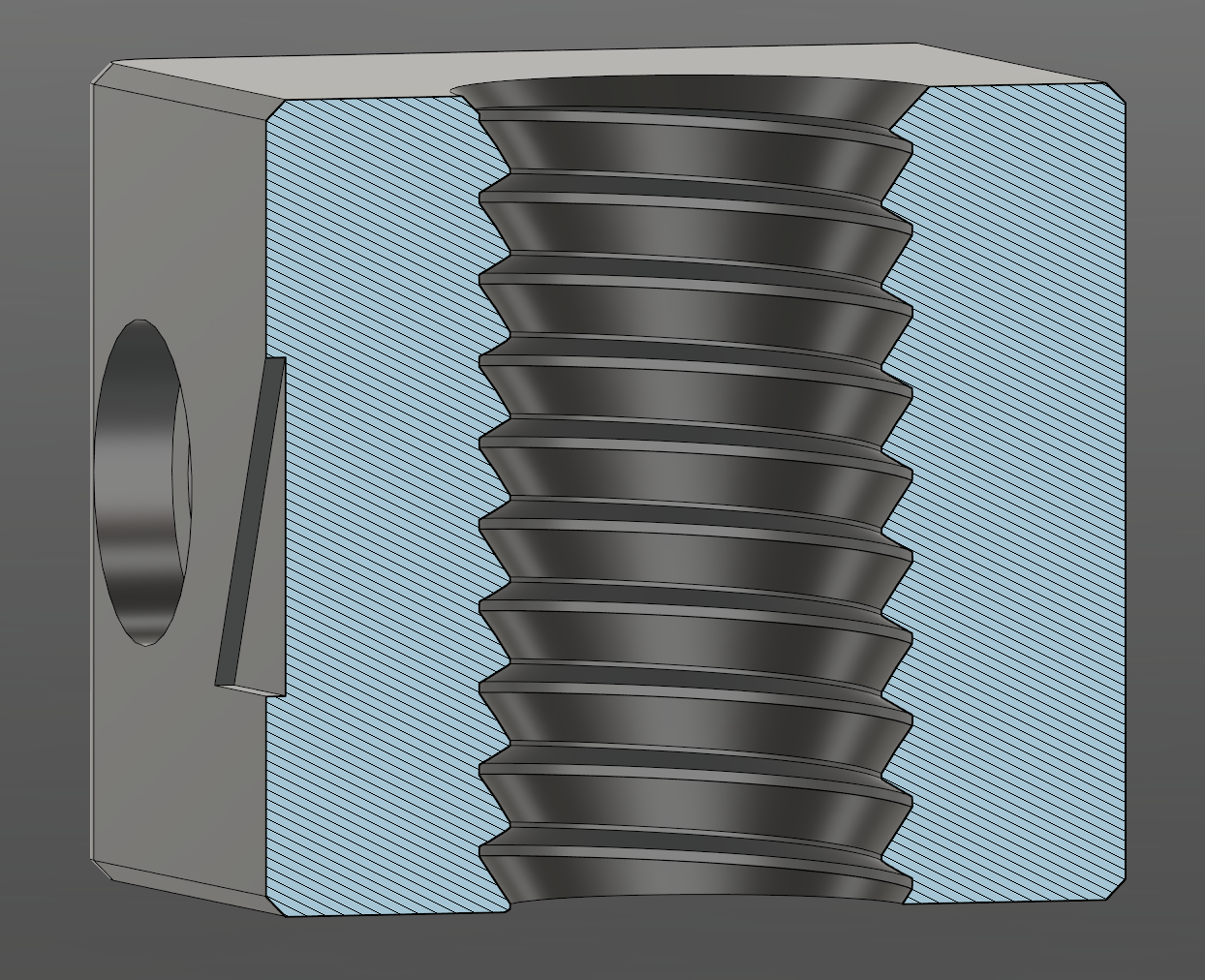
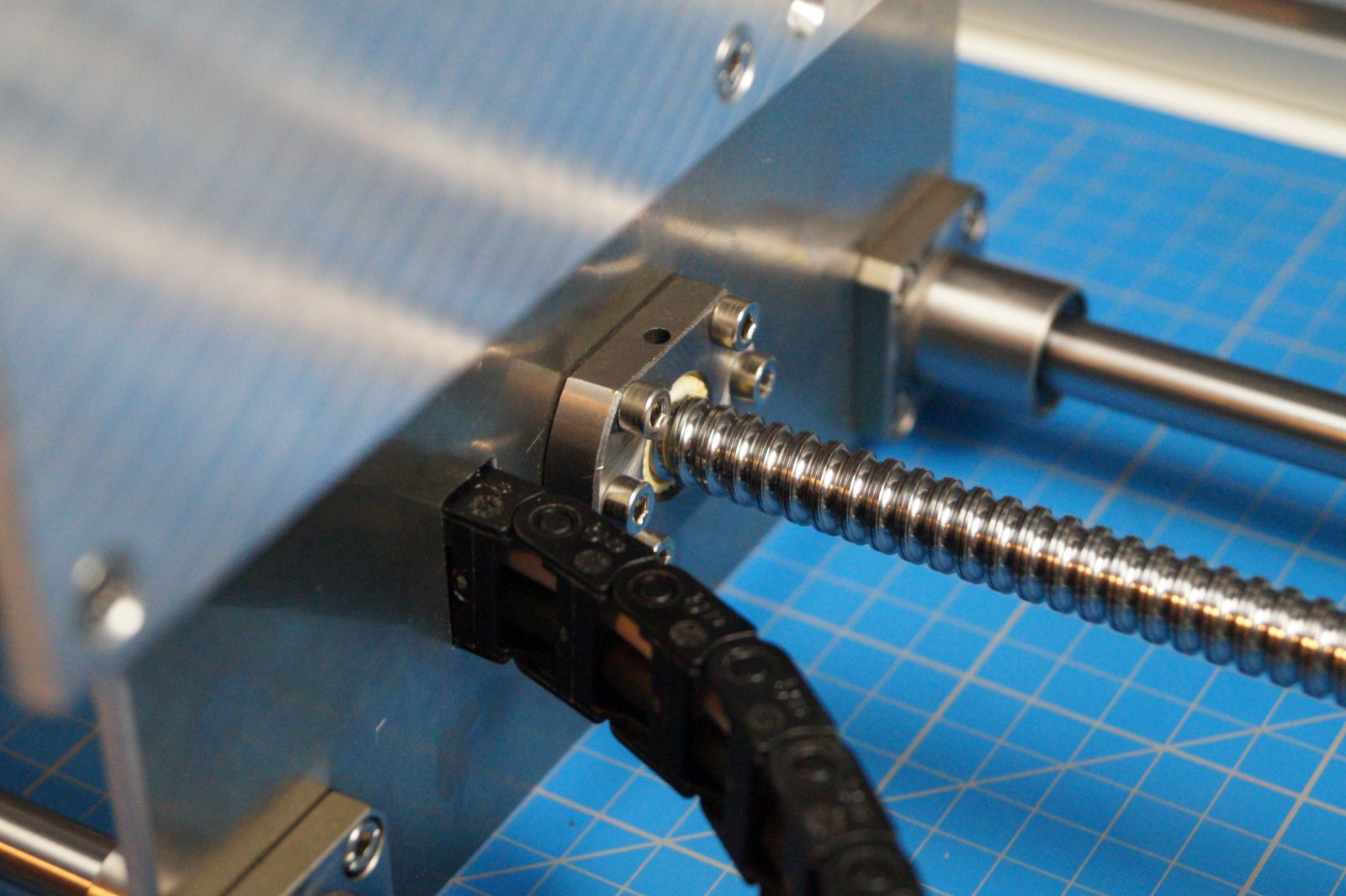
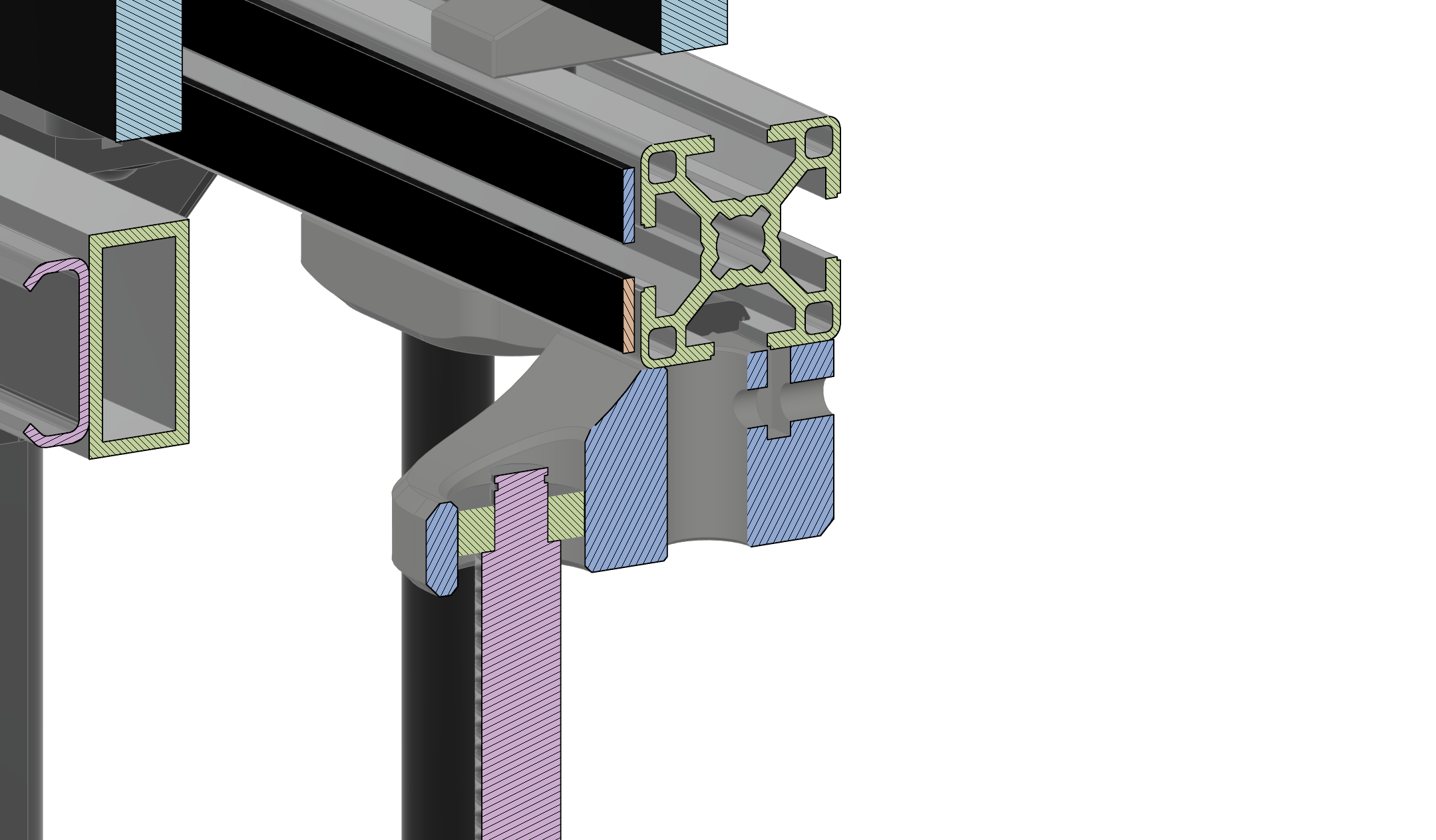
Die Schnittansicht verdeutlicht das untere Festlager. Das Doppelschrägkugellager wird mit der Feingewindemutter (fehlt in der Schnittansicht) fest mit der Kugelspindel verschraubt. Anschließend klemmt das Druckteil das Kugellager fest gegen die stabile Bodenplatte.
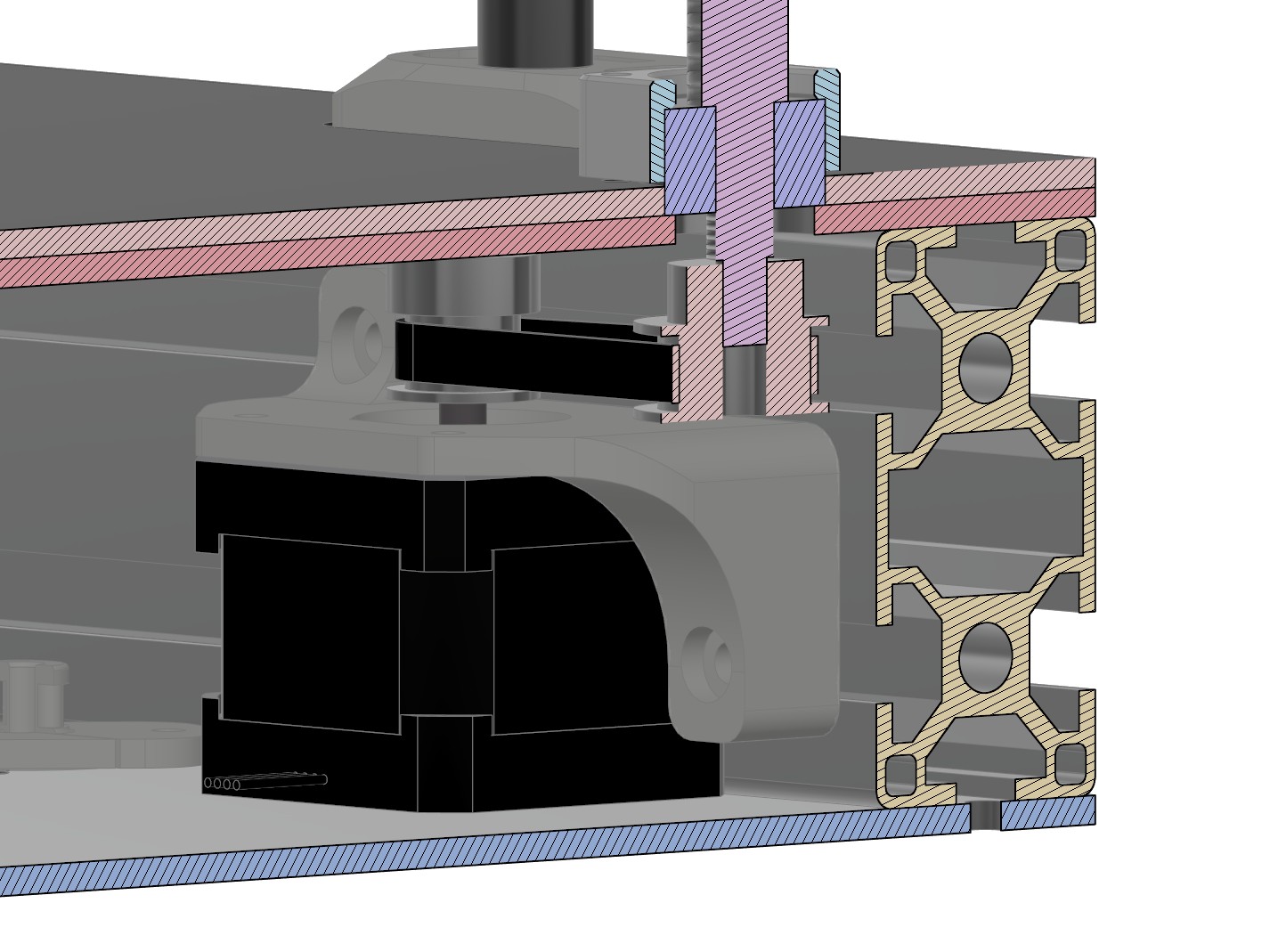
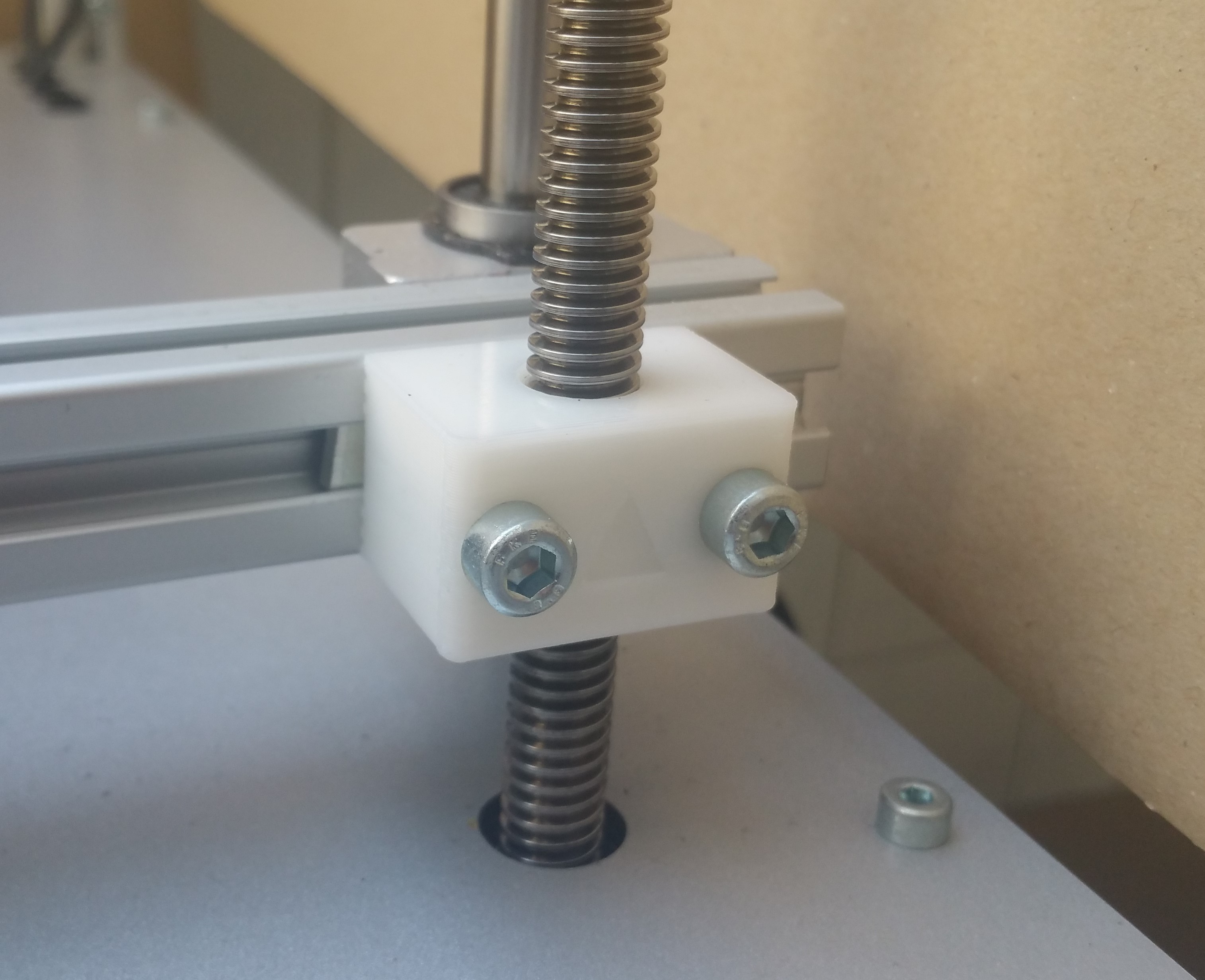
Oben befindet sich die Loslagerung für die Kugelspindel. Das Kugellager kann sich in dem Druckteil auf und ab bewegen, um einen spannungsfreien Längenausgleich zu gewährleisten. Sollte man den Aufbau mit einer TR-Gewindestange oder einer ungerichteten (krummen) Spindel machen, ist es zweckmäßig das obere Lager entfallen zu lassen. Hierbei muss die maximale Verfahrgeschwindigkeit in Z Richtung jedoch stark verringert werden. (In der Schnittansicht fehlt der Sicherungsring in der Nut der Kugelgewindespindel)
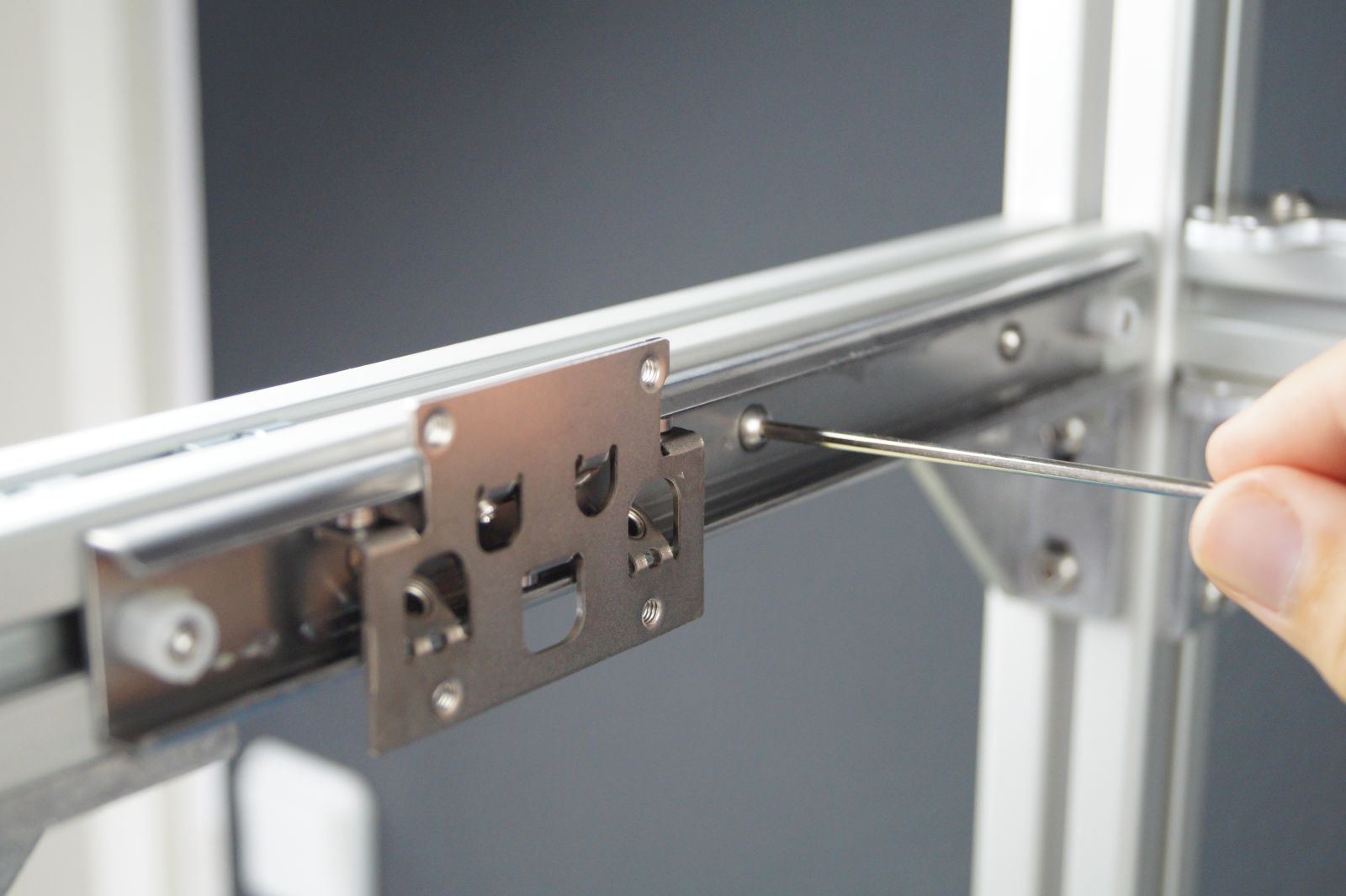
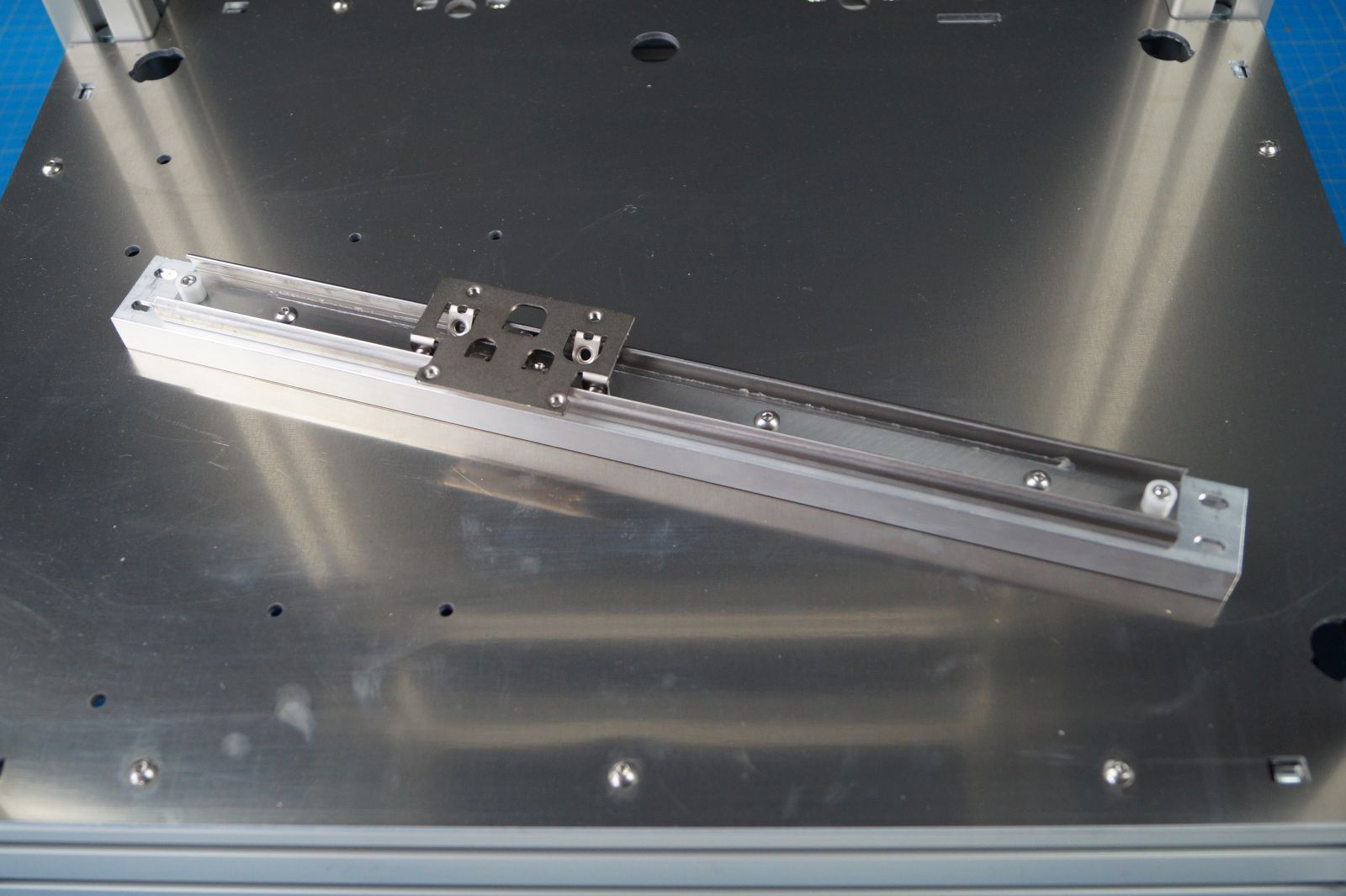
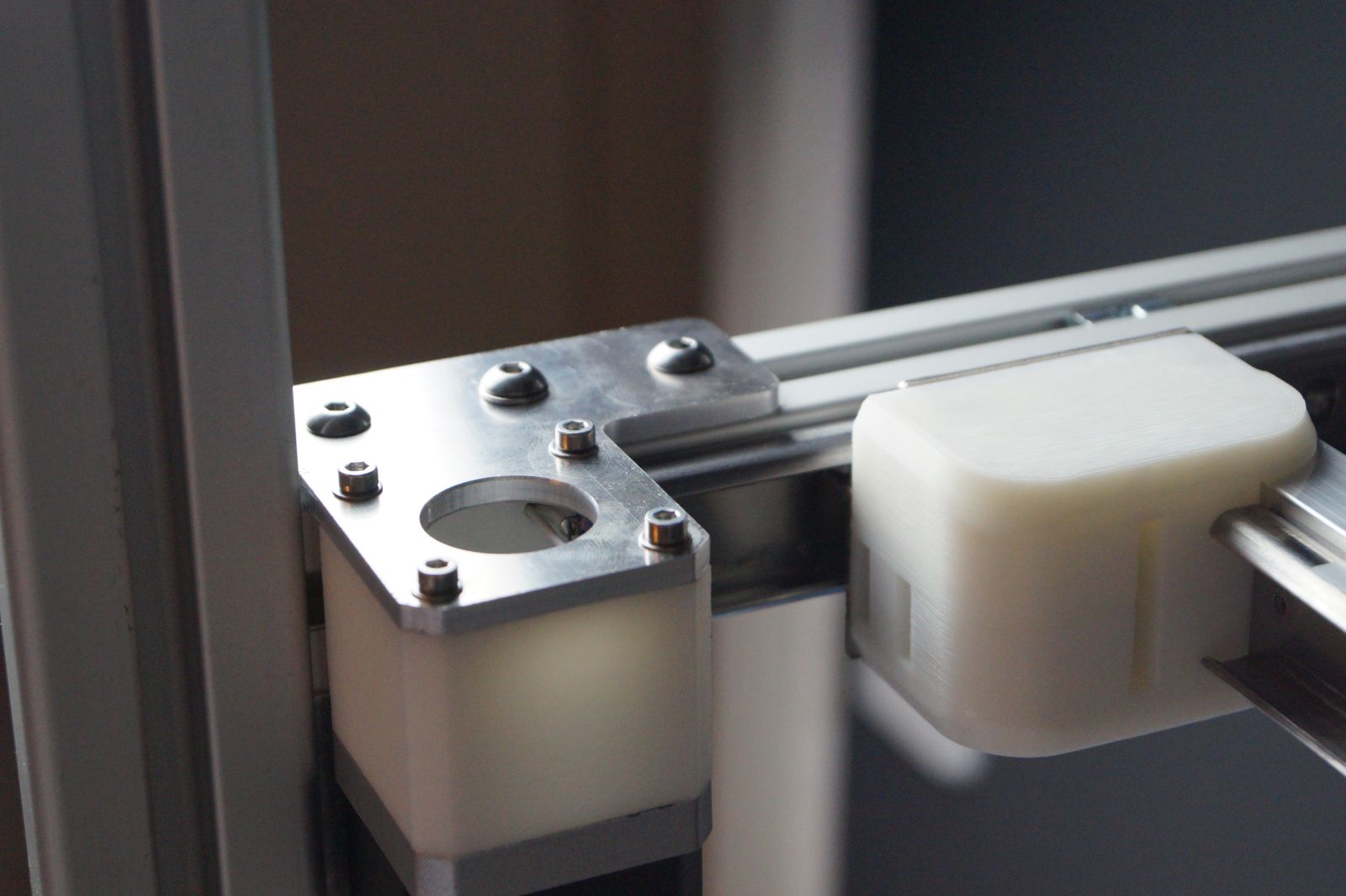
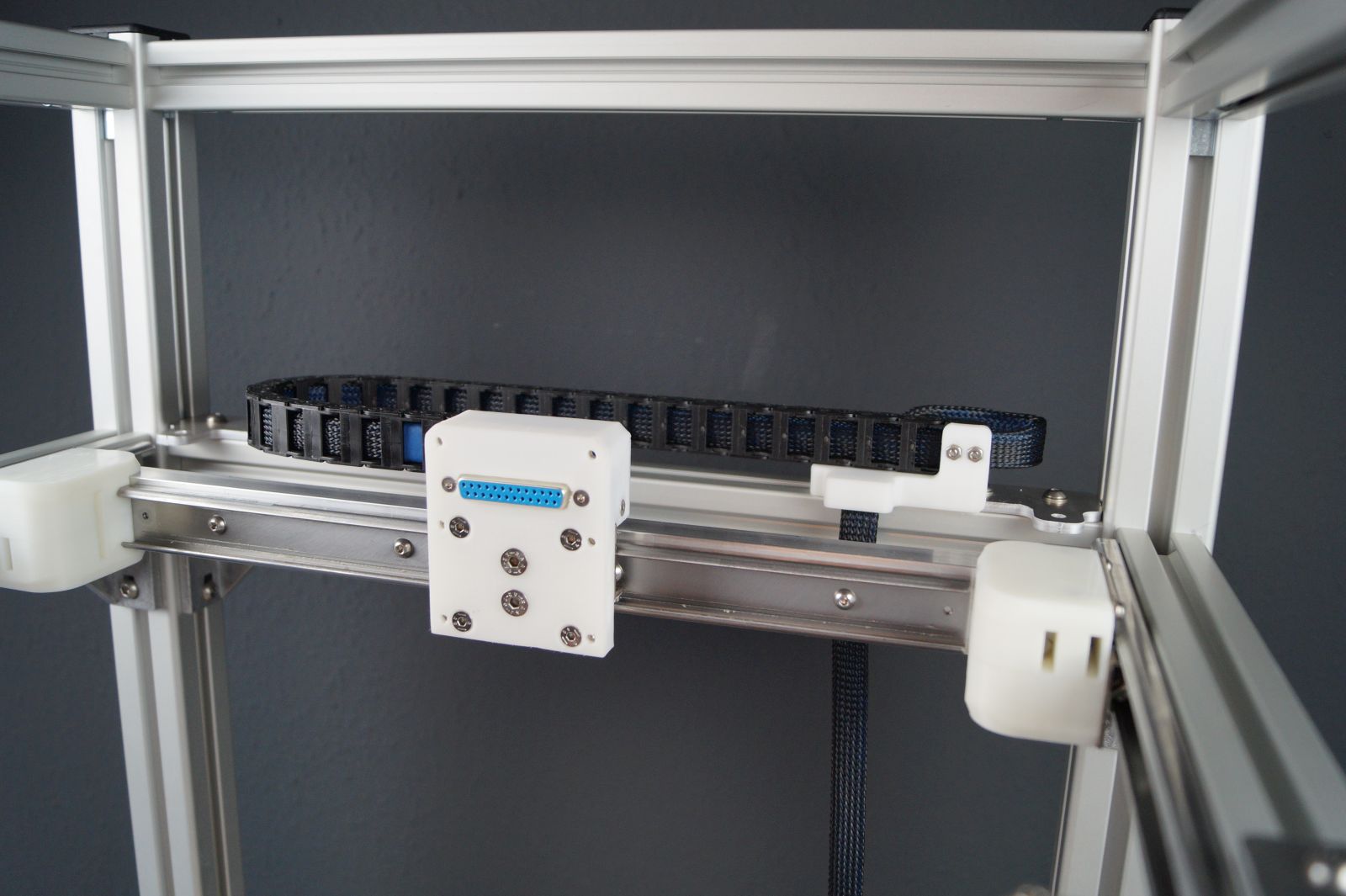
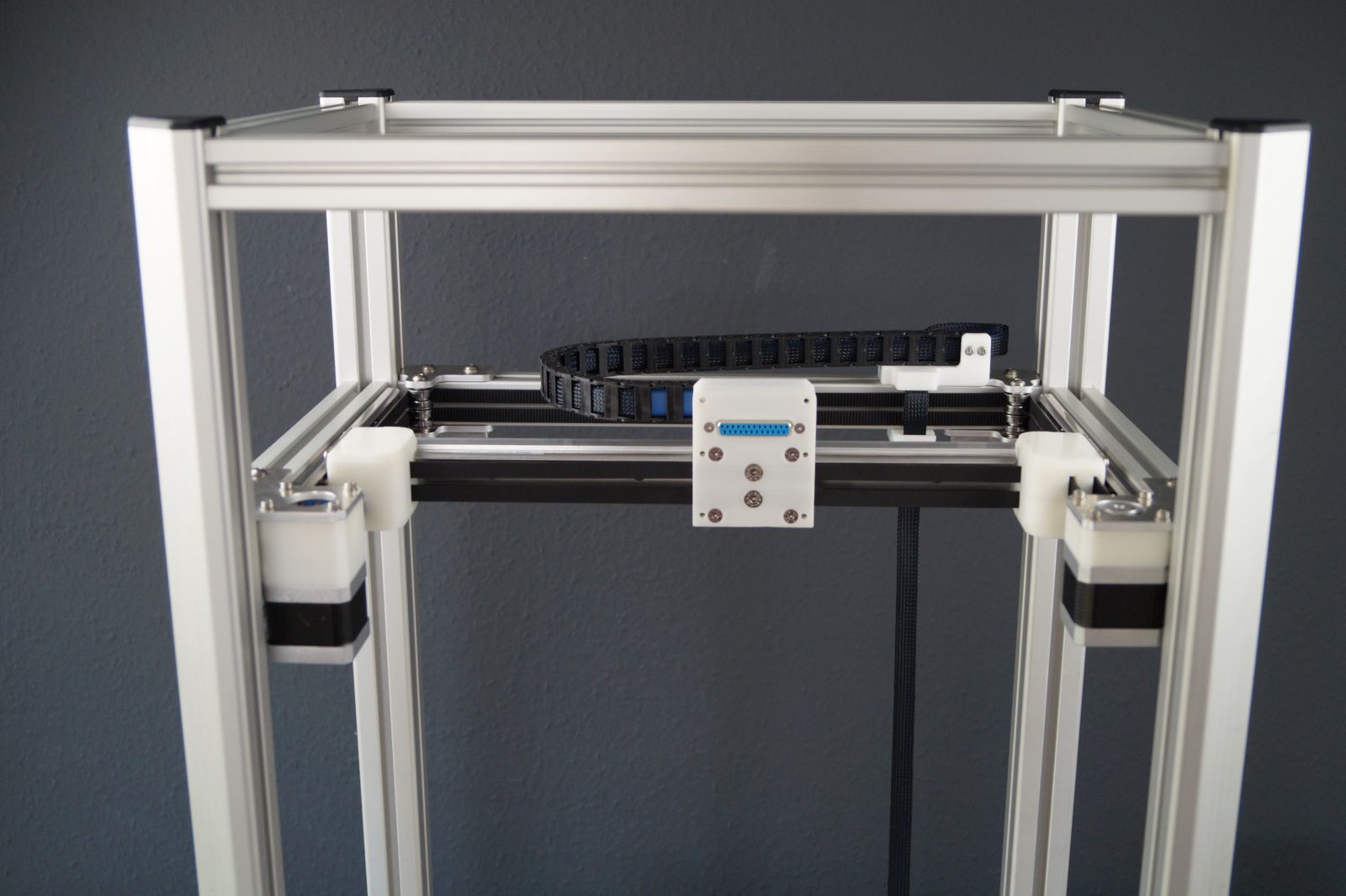
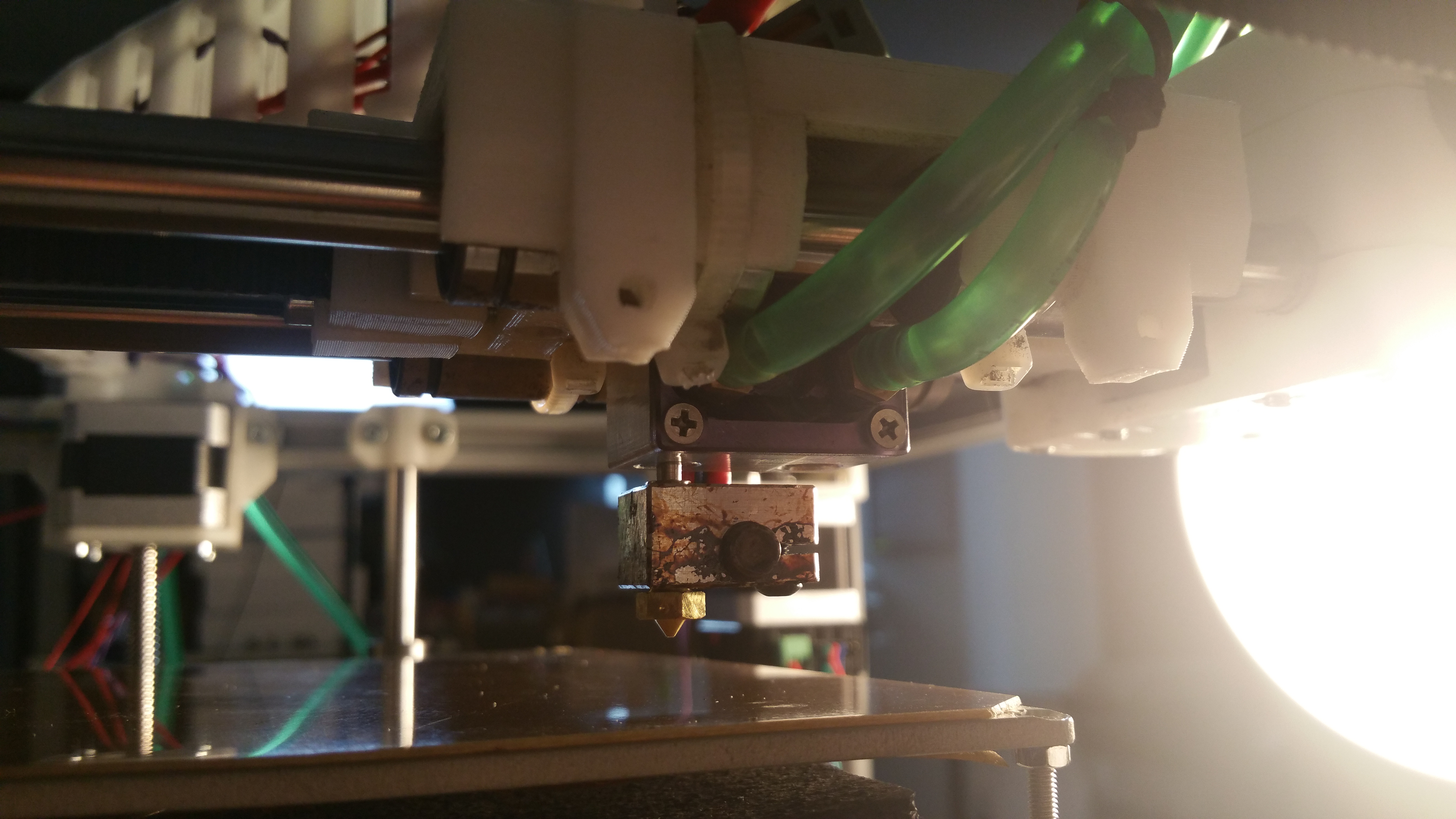
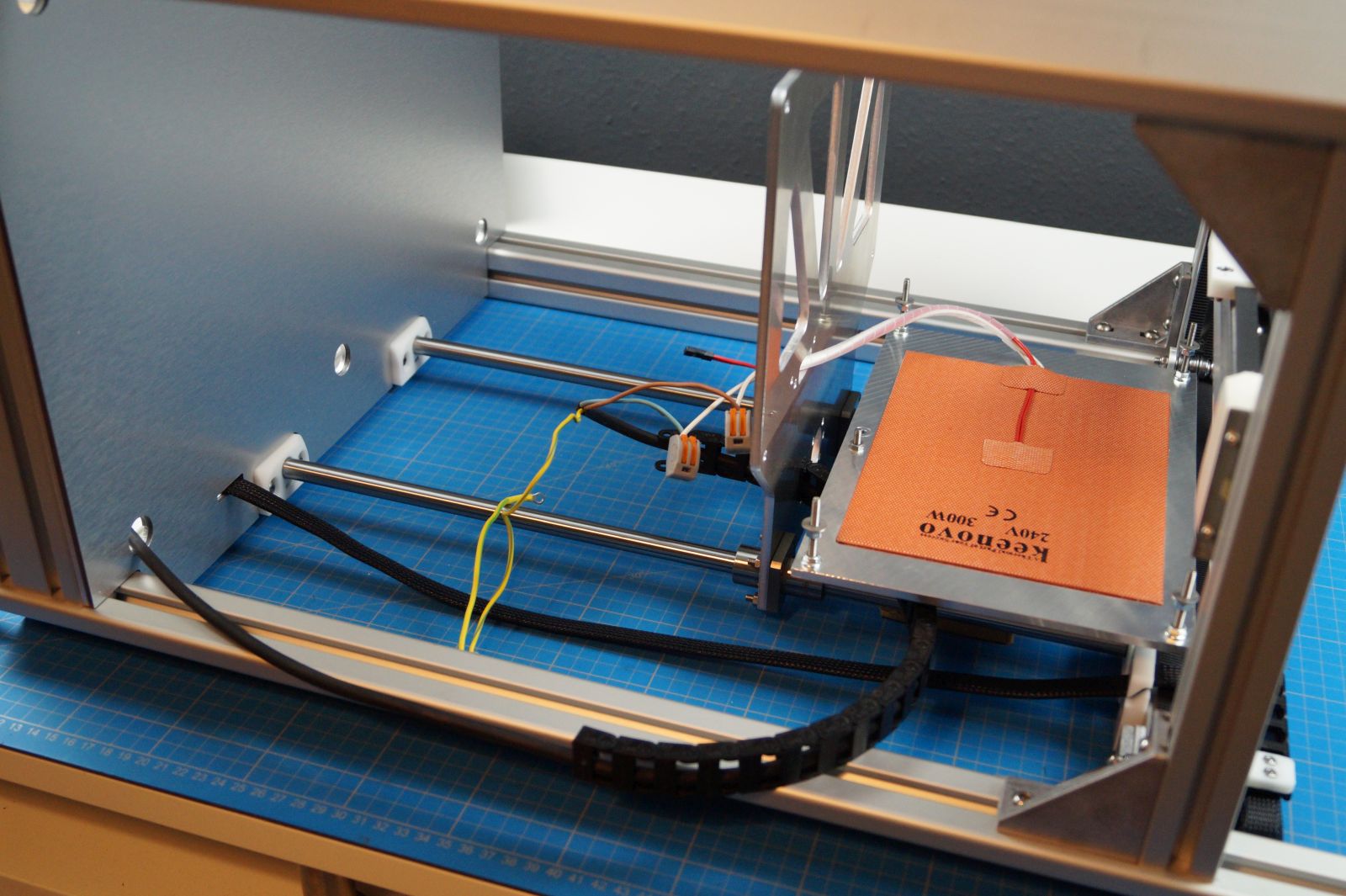
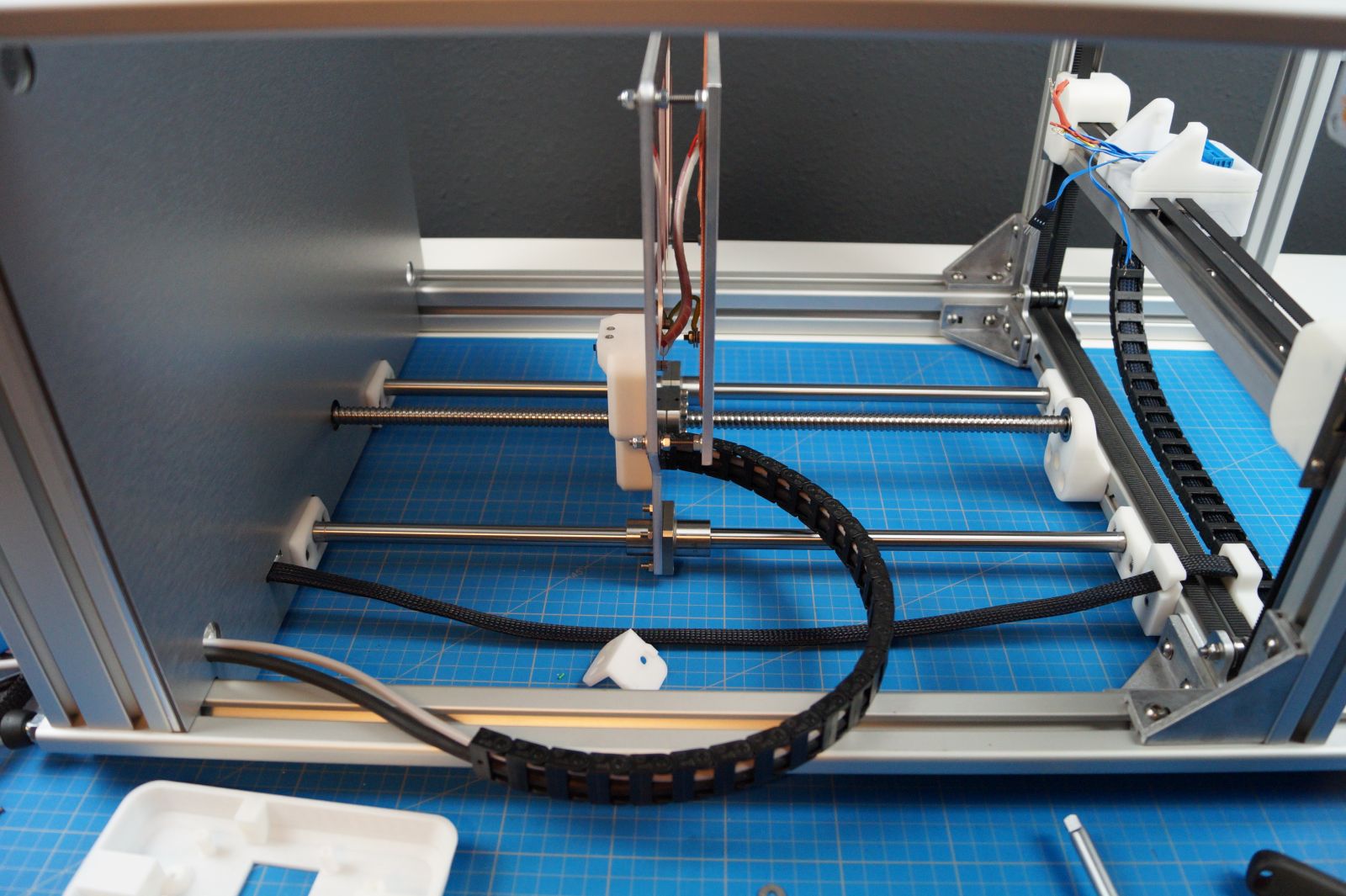
Fertig eingebaut. Zum Ausrichten der einzelnen Komponenten muss man die Achse händisch auf- und abfahren.
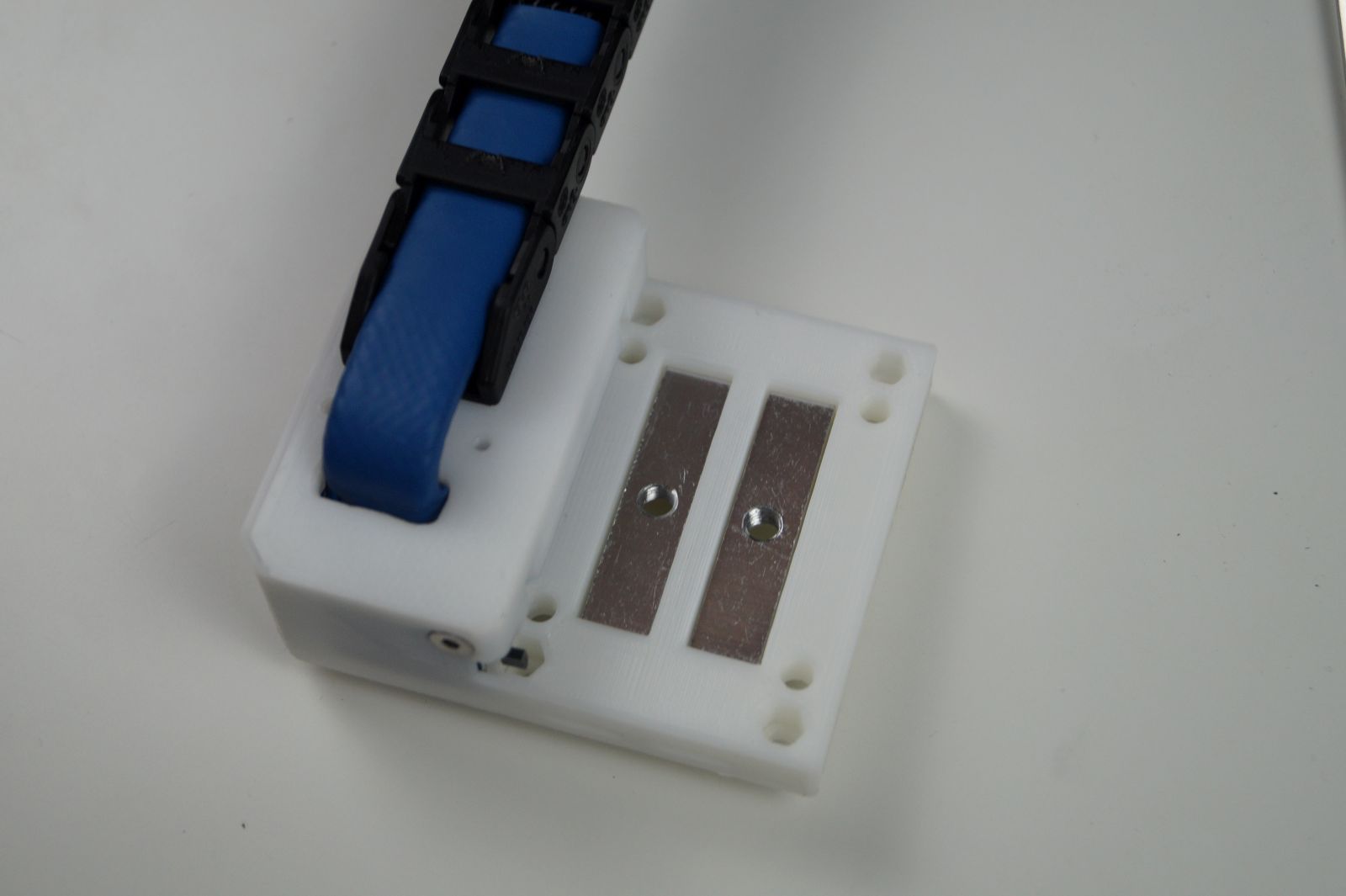
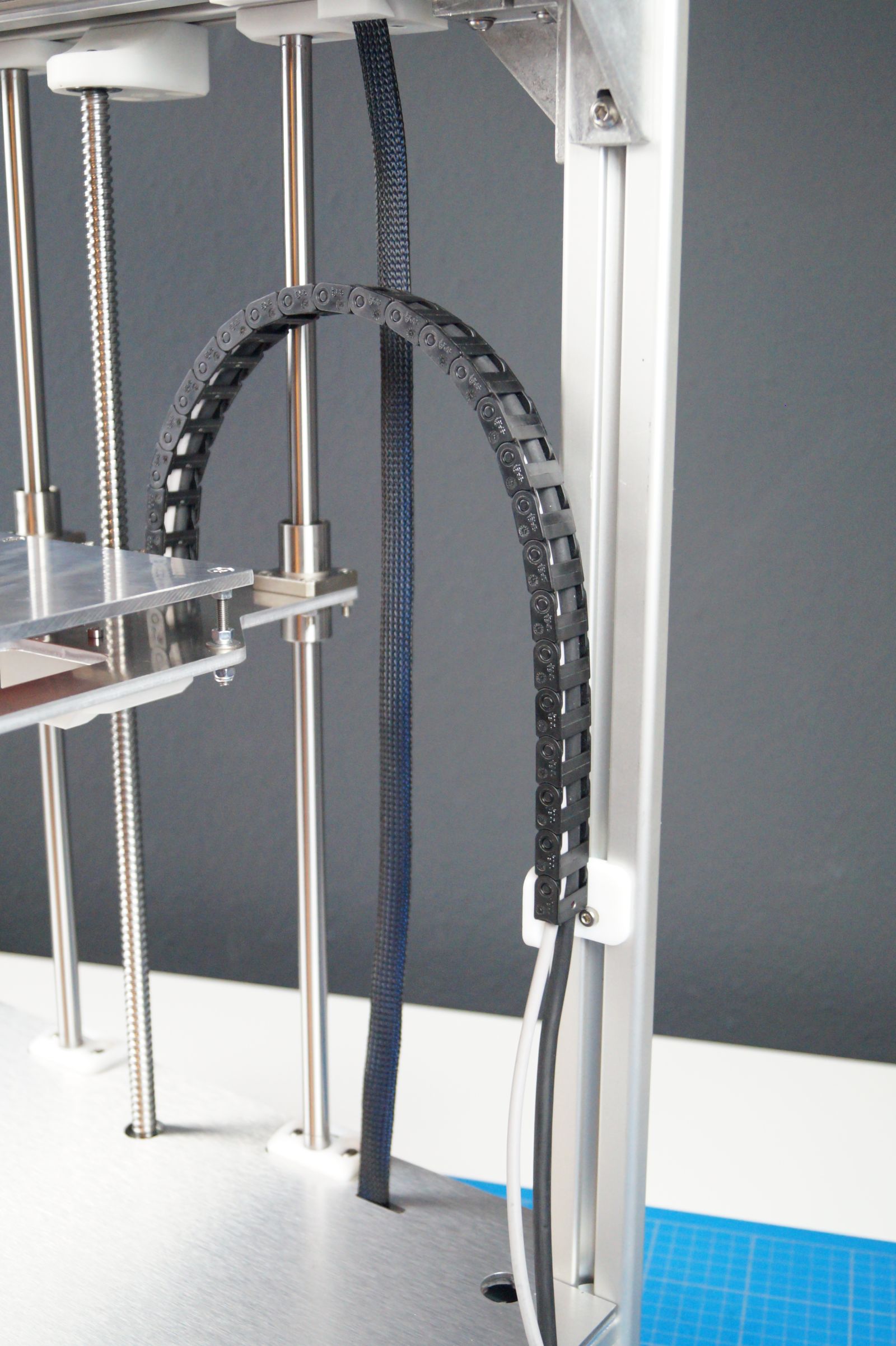
Der Halter für die Schleppkette ist so zu montieren, dass die Kette nicht anschlägt, wenn das Bett ganz oben ist.
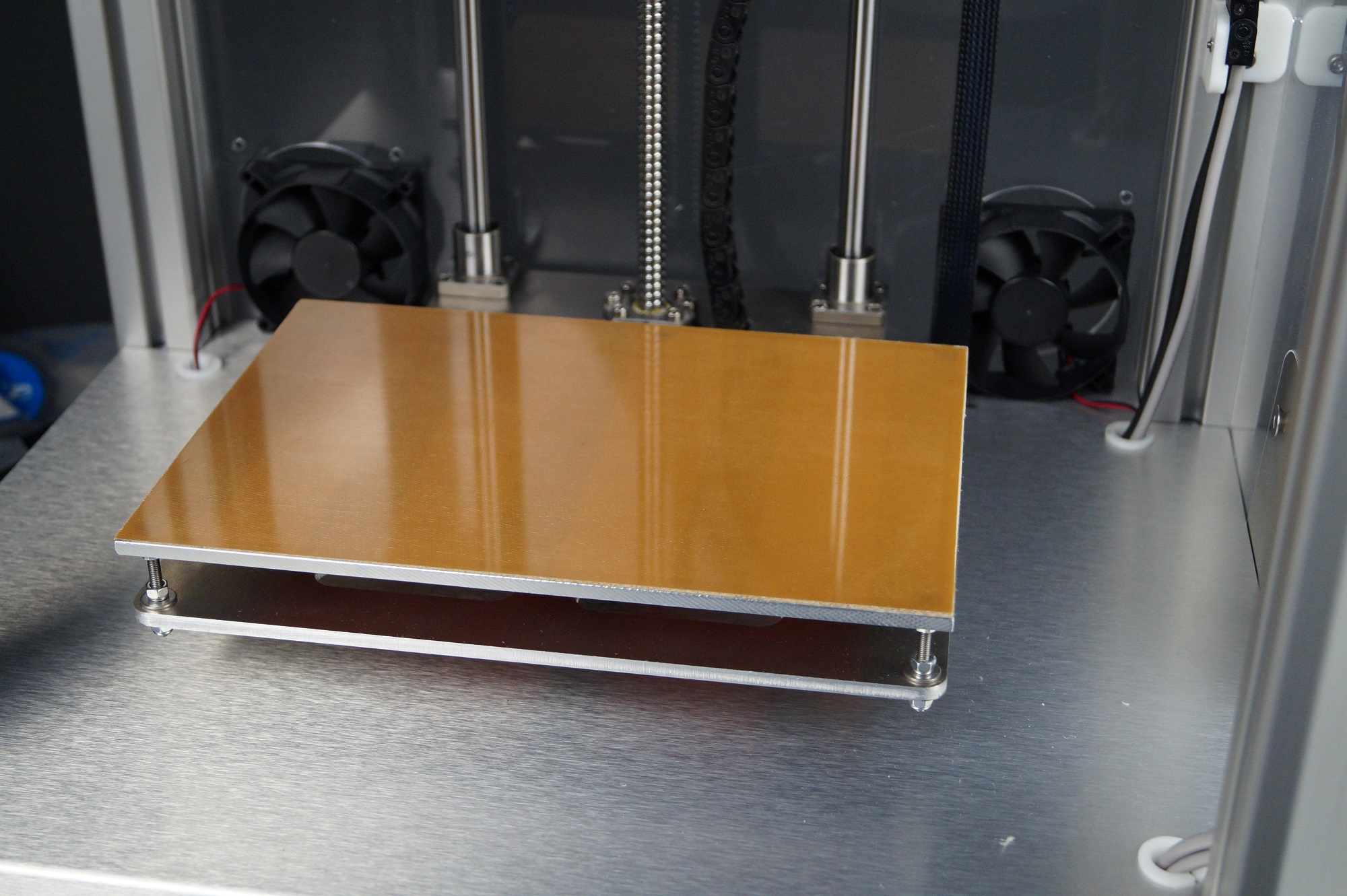
 mit dem Aufkleben der Druckplatte ist die Z-Achse fertig. Im Bild sieht man eine MTPlus Dauerdruckplatte, welche mit 3M MP468 Klebeband verklebt wird.
mit dem Aufkleben der Druckplatte ist die Z-Achse fertig. Im Bild sieht man eine MTPlus Dauerdruckplatte, welche mit 3M MP468 Klebeband verklebt wird.